
Abstract
The knowledge of sustainable development believes that natural resources should be treated limited, and waste must be managed rationally. This idea and the constant striving to reduce production costs make the use of waste materials potential substitutes for traditionally used raw materials. In cement concrete technology, there are many possibilities to use waste materials either as cement replacement or aggregate in concrete production. The basic aim of this research work is to study the impact of wooden ash (WA) as binding material in proportions 10%, 20%, and 30% by weight of cement on high strength ductile cementitious composite concrete. The fresh property was evaluated through the slump cone test, while the mechanical property was evaluated through compressive and split tensile strength test. Load deflection curve, ductility index, and maximum and minimum crack were also studied to find flexure cracking behaviors of reinforced cement concrete (RCC) beam. The durability of high-strength ductile concrete was studied through water absorption and acid attacks test. Pozzolanic activity of wooden ash was studied through XRD analysis.
Similar content being viewed by others
Introduction
One of the major differences between high-strength concrete and normal-strength concrete is the compressive strength, which refers to the maximum resistance of a concrete sample to applied compressive load. However, there is no exact definition of high-strength concrete. Each country defines high-strength concrete in its specific way. For example, Americans define high-strength concrete as concrete having a compressive strength of more than 40 MPa1.
The production of high-strength concrete requires the optimal use of the key components that may be used to produce normal-strength concrete. Manufacturers of high-strength concrete are aware of the factors that influence the compressive strength, and they have the know-how to control them to obtain the desired compressive strength. In addition, to choose high-quality Portland cement, manufacturers often prefer to optimize the materials and the combination of materials by changing the quantities of cement, water, aggregates, and admixtures in the final product2. Manufacturers evaluate the strength of the aggregates, the optimal size of the aggregates, the bond between the cement paste and aggregates, and the surface properties of the aggregate when giving more picking aggregates for high-strength concrete. Any of these characteristics may restrict the ultimate strength of high-strength concrete3.
In addition to silica fume, ground granulated blast furnace slag, and fly ash4,5,6, a study reported that Shell Sunflower Ash (SSA) and Shell Pumpkin Ash (SPA) can be successfully utilized as partial replacement of cement in concrete7. A variety of commercial end products have been found much effective in concrete. Various studies were conducted to manufacture concrete from waste materials to lower the cost and reduce the scarcity of standard materials4,8,9. The methods of reusing waste material in concrete make it inexpensive, and reuse is considered the most environmentally friendly alternative for dealing with the problem of trash disposal10.
Environmental concerns and economic pressure are among the factors propelling industrialization's growth today. For this reason, several research projects are being carried out across the globe on the use of waste materials to minimize environmental risks while also streamlining the current disposal of wastage and recycling processes because of affordability11,12,13. The typical amount of ash produced by wood-burning is 6–10 percent of the total weight of wood burned. The composition of this ash may be extremely varied depending on geographical location and industrial operations12. In 2007, leftover ash was utilized as fertilizer in 150,000 tons14. As the cost of ash disposal continues to rise due to the increased quantity of ash produced, it is necessary to implement a sustainable ash management strategy that incorporates ash by natural processes15. Landfilling is the most common way for the disposal of ash, accounting for 70 percent of all ash produced, while the remainder being utilized in the soil as a supplement (20 percent) or for other miscellaneous purposes (10 percent)16. The majority of the remaining ash (54 percent) is utilized in agricultural production. The rest of the ash was used for various purposes, including revegetation of damaged areas, soil mix manufacture, composting, and other applications14. Approximately half of the wood ash resource generated yearly is still disposed of in landfills which cause environmental pollution.
The requirement of hydraulic cement is reduced by using wood ash partial cement replacement in concrete to a large extent16. Researchers17,18 have conducted tests showing the promising results of wooden ash in terms of mechanical performance and proved that wood ash is a suitable material to use as a partial substitution of cement in concrete production. Subramaniam19 quantified a 15% optimum dosage of wood ash that replaced the cement (by weight) with an acceptable high compressive strength limit for casting blocks in concrete production. Abdullahi20 found a 20% optimum replacement rate and showed that the wood ash content is increased when the water requirement increases. A study reported that Tagouk ash (TA) improved compressive strength up to 15% substitution by weight cement21.
Although wood ash is considered very effective in concrete, there are still some pores of wooden ash cement concrete in hardening concrete due to its physical nature (surface area and high-water absorption), which adversely affects the mechanical performance of concrete. Therefore, it is essential to add filler to wooden ash cement concrete to attain high strength durable concrete. So, other materials can be used as filler materials such as waste glass, stone dust, waste tile, etc., where wooden ash cement concrete may be used as a waste and a filling material1.
According to micromechanics design theory, coarse particles should be removed while fine particles should be increased for high strength ductile cementitious composite for better dispersion of fibers22. Reduction of coarse particles and enhanced fine particles results in more cement leading to increased cost of high-strength ductile cementitious composite but more importantly the heat of hydration increased which results in more shrinkage cracks leading to low durability and mechanical performance.
Although WA can be successfully used in concrete production, but concrete has still voids which adversely effects mechanical and durability performance of concrete. Therefore, it is essential to add filler material in concrete which fills the voids among concrete ingredient, leading to more dense concrete. Furthermore, although WA improved mechanical performance of concrete but still concrete is weak in tension which results brittle failure. Therefore, it is necessary to add some of tensile reinforcement in order to achieved high strength ductile durable concrete. Additionally, majority of the researchers focus on mechanical performance of concrete while less information is available on durability aspect of concrete with WA as binding material. Therefore, this study aims to partially substitute wooden ash as binding in the proportion of 10 to 30% in increment of 10% by weight of cement. Marble waste was used as filler material while nylon fibers was used as tensile reinforcement. The impact of wooden ash (WA) on mechanical performance, including flexure cracking behaviors and durability, were investigated. Pozzolanic activity of wooden ash was also discussed in detail. The successful utilization of wooden ash in HSDFRC gives multiple benefits, including cost benefits environmental protection by making concrete eco-friendly, sustainable, and non-aggressive to the environment.
Methodology
Materials
Cement
Ordinary Portland cement (OPC) type I cement was used as per ASTM C15023. The physical and chemical properties of cement are given in Table 1, while the gradation curve is given in Fig. 1.

Gradation curve of cement and wooden ash.
Wooden Ash
Wooden ash (WA) can be used as a pozzolanic material according to ASTM C31124. The physical properties of WA as a concrete ingredient significantly rely on burning conditions especially the time of burning and the temperature effect on the crystallinity and microstructure of WA25. The physical and chemical properties of wooden ash was provided in Table 2. Chemical aspect of wooden ash (more than 70%) governs its credibility to be used as a replacement of cement in concrete production.
Aggregate
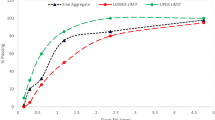
Natural river sand was used as a fine aggregate (F.A) which had a fineness modulus of 2.7, and crushed stone with a maximum of 25 mm size was utilized as a coarse aggregate (C.A). Both fine and coarse aggregates were used in saturated surface dry (SSD) conditions before blending in typical concrete properties of aggregate were provided in Table 3. In contrast, gradation curves for fine and coarse aggregate are provided in Fig. 2.

Gradation curve of fine and coarse aggregate.
Nylon fibers (NF)
Nylon fibers used in this study were procured from sika company Islamabad Pakistan, having 35 mm length with 0.55 mm diameter. The physical properties of nylon fibers are given in Table 4.
Waste marble
Waste marble was procured from Pak marble factory industrial zone Peshawar Pakistan and ground at PCSIR lab Peshawar. Table 5 depicts the physical properties of marble waste used in this study.
Test setup and mix proportion
The workability of fresh concrete was measured through the slump cone test as per ASTM standard26. Compressive strength was evaluated on a standard size cylinder 150 × 300 mm through the compressive testing machine as per ASTM standard27. Similar cylindrical samples were prepared for split tensile strength of size 150 × 300 mm as per ASTM28. The beam size (150 × 150 × 700 mm) was casted and tested to find their flexure strength as per ASTM29. 100 mm cubes samples were used as per ASTM30. A 100 mm cubical sample was casted to evaluate the acid resistance of concrete which was cured of 4% sulfuric acid for a specified period. To maintain 4% concentration acid, it had to be changed once a week. Acid attacks were calculated in terms of mass loss in percentage due to the attack of sulfuric acid. All tests were conducted after 14 days, 28 days, and 56 days of curing. At least three samples were casted for each batch, and their average value was considered as the actual result of that test. ASTM C 3131 procedure was used to make the samples, and compaction was performed by hand by Roding in three different levels giving twenty blows with tamping rod to each level. Constant water to binder ratio of (0.38) was used for all batches. Four mix proportion of HSDFRC-A with varying percentage of wooden ash as show in Table 6 where A denotes percentage of wooden ash.
Results and analysis
Workability and fresh density
Figure 3a shows the relationship between a slump and HSDFC with different percentages of wooden ash. Workability of HSDFC decreased with addition of wooden ash giving maximum workability when the substitution rate of wooden is 0% (control) while minimum workability is achieved at 30% substitution of wooden ash. The adverse effect of wooden ash on the workability of HSDFC is due to the physical feature of wooden ash i.e., irregular particle shape and larger surface area, as shown in Table 2. A larger surface area required more cement paste for flowability, which resulted in less workable concrete. Also, irregular shape and larger surface area enhance the internal friction between concrete ingredients leading to less workable concrete. However, some studies show that wooden ash increased the workability of concrete due to micro filler material, which fills the void between concrete ingredients, which results in more cement paste is being available for lubrication which leads to more workable concrete.

(a) Slump, (b) Fresh density, and (c) Co relation between a slump and fresh density.
Figure 3b shows the fresh density of HSDFC with different doses of wooden ash. Results show that fresh density is improved with the substitution of wooden ash up to 20% and then decreased gradually. All the wooden ash HSDFC show fresh density more than reference concrete having a maximum fresh density at 20% substation of wooden ash. The positive impact of wooden ash on HSDFC is due to micro filling voids, which give more dense mass. However, 30% substitution of wooden ash shows fresh density slightly lower than 20% substation of wooden ash due to lack of workability, which enhances the compaction process.
Figure 3c shows a correlation between the workability of HSDFC and fresh density with different doses of wooden ash. Workability directly affects the fresh density of concrete i.e., higher workability results in more dense concrete and vice versa. Therefore, a strong correlation exists between fresh density and workability of fresh HSDFC.
Compressive strength
Figure 4 shows the compressive strength of HSDFC with different dosage of wooden ash from 0 to 30% in increments of 10% by weight of cement. General trends show that the compressive strength of HSDFC increased up to 20% substitution of wooden ash and then decreased. All batches of wooden ash HSDFC show compressive strength more than as in comparison to control/reference concrete having minimum compressive strength at 0% substitution of wooden ash while maximum compressive strength is achieved at 20% substitution of wooden ash. The average value of control compressive strength of concrete at 28 days of curing is 55 MPa and increased to 60 MPa at 20% substitution of wooden ash, which is about 10% higher than reference concrete. The positive impact of wooden ash on the compressive strength of wooden ash on HSDFC is due to the pozzolanic reaction of wooden ash in which silica present in wooden ash reacts with calcium hydrates (CH) form due to hydration of cement forming calcium silicate hydrates (CSH) gel which gives secondary binding property leading to more compressive strength. According to past researchers’ wooden ash acts like a micro filler that fills the voids between concrete ingredients giving more dense concrete leading to more compressive strength. However, a higher dose of wooden ash (30%) causes an adverse effect on the compressive strength of HSDFC due to the lack of workability of concrete, which increased compaction affords to lead to more pores in hardened concrete, resulting in less compressive strength. Also, compressive strength may be reduced at the higher dose of pozzolanic material due to the dilution effect, which causes an alkali-silica reaction37,38. Therefore, it is recommended to use wooden ash up to 20% of the substation by weight of cement.

Compressive strength.
Relative analysis was also carried out in which 28 days control compressive strength was considered as reference concrete, from which another dose of wooden ash was measured. Figure 5 shows a relative analysis of compressive strength. At 7 days of curing, compressive strength was 19% less than as compared to reference concrete (28 days of control strength). On the other hand, compressive strength was 10% higher than reference concrete (28 days of control compressive strength) after 28 days of curing. At 56 days of curing, compressive strength is about 21% more than reference concrete (28 days of control compressive strength).

Relative analysis of compressive strength.
Split tensile strength
Figure 6 shows the relationship between split tensile strength and HSDFC with different percentages of wooden ash. Split tensile strength is a function of compressive strength. Researchers showed that split tensile strength is 10 to 15 percent compressive3. Similar to compressive strength, split tensile strength of HSDFC increased with addition of wooden ash up to 20% substitution of wooden ash and then decreased gradually giving maximum split tensile strength when the substitution rate of wooden ash is 20% while minimum workability is achieved at 0% substitution of wooden ash (control). The average value of control split tensile strength of concrete at 28 days of curing is 6.4 MPa and increased to 10.8 MPa at 20% substitution of wooden ash, about 68% higher than reference concrete. It is worth mentioning that wooden ash improved split tensile more effectively than the compressive strength of HSDFRC. The positive effect of wooden ash of split tensile strength of HSDFC is due to the pozzolanic reaction, which gives additional binding property which improves the bond between concrete ingredient (aggregate) and fibers which result in more split tensile strength. It has also been reported that fiber increased split tensile strength more effectively than compressive strength due to the prevention of cracks32,33. Fiber prevents the crack formation of concrete which results to enhance split tensile strength. A study shows that even if a crack occurs in fiber reinforced concrete, the fiber can prevent the propagation of the crack's length and width34,35. Also ,the micro filler of wooden ash fills the voids between concrete ingredients, leading to more dense concrete, which results in more split tensile strength. However, at a higher dose, split tensile strength gradually decreased due to lack of workability, which results in more compaction effort being required and hence more voids in hardened concrete which ultimately decreased the split strength of HSDFRC.

Split tensile strength.
Flexure strength parameter
The flexural test measures the force required to bend a beam under the action of the applied load. Figure 7 shows the details of cross-section and reinforcement used for flexure strength. Flexure test was carried out on beam specimens of 150 × 150 × 700 mm at the ages of 7-, 28- and 56-days curing.

Beam details.
Figure 8 shows the flexure strength of HSDFC with different dosages of wooden ash from 0 to 30% in increments of 10% by weight of cement. Similar to the compressive strength, the flexure strength of HSDFC increased up to 20% substitution of wooden ash and then decreased. All batches of wooden ash HSDFC show flexure strength more than as in comparison to control/ reference concrete having minimum flexure strength at 0% substitution of wooden ash while maximum flexure strength at 20% substitution of wooden ash. Concrete's average value of control flexure load strength at 28 days of curing is 7.7 MPa and increased to 11.8 MPa at 20% substitution of wooden ash, which is about 53% higher than reference concrete.

Flexure strength.
Crack Pattern
Figure 9 shows the cracks distribution of HSDFC of the control mix and 30% substitution of wooden ash. Tiny cracks spread through length with the substitution of wooden ash. Furthermore, many cracks with smaller ones spaced between the main cracks were also observed, which may be due to improvement in interfacial transition zone (ITZ) between fibers and matrix.

Crack pattern.
Load deflection curve, crack width and crack number
Figure 10a–c shows crack width, crack number, and load defection at the midpoint of the beam of HSDFRC with different doses of wooden ash. The specimens were fractured completely with incrementing in displacement at mid-span subsequently peak load. The latter increased with the substitution of wooden ash from 90 KN reference concrete to 115 KN of 20% substitution of wooden ash, almost 27% more than from reference concrete. However, deflection at 30% substation is slightly lower than 20% substation. Therefore, a higher dose of wooden ash (30%) dose does not significantly improve the ultimate peak load but reduces environmental effects. The crack number increased while crack width decreased with the addition of wooden ash compared to control. It is due to the micro filling of wooden ash, which results in more dense concrete leading to more thinner cracks.

(a) Max crack width, (b) Crack number and (c) Load deflection.
Ductility index
Ductility refers to a material's ability to withstand significant plastic deformation before failure, which can be expressed as percent elongation or percent area reduction in a tensile test. The ACI 36336 can be used to determine the ductility of the beams, which is the ratio of the deflection at peak load to the yield point deflection. Concrete is a brittle material that gives no warning or deformation prior to failure, making it unsuitable for use as a construction material. The ductility index of various dosages of wooden ash was demonstrated in Table 7. It can be seen that by substituting wooden ash for reference concrete, the ductile behavior of the beam can be significantly improved, with maximum ductility at 20% addition of wooden ash being nearly 267% higher than from reference concrete. It could be due to wooden ash pozzolanic reaction, which strengthens the bond between paste and aggregate37.
Water absorption
Water absorption is one of the simple tests to detect durability of concrete. Higher water absorption results in lower durability of concrete. More water absorption also led to freezing and thawing action, which resulted in the degradation of concrete. A study shows that higher water absorption of concrete causes freezing and thawing of concrete, particularly when it is placed in abruptly changing temperature32.
Figure 11 shows water absorption of HDSFRC with varying doses of wooden ash. Water absorption decreased with the substitution of wooden ash up to 20% of wooden ash and decreased gradually, having minimum water absorption at 20% substitution of wooden ash and maximum water absorption at 0% substitution of wooden ash. It is due to the pozzolanic reaction of wooden ash, which gives secondary CSH gel, increasing binding properties leading to a denser matrix, resulting in less water absorption. Also, due micro filling of wooden ash results in more dense concrete leading to less water absorption. However, at higher dose of WA, water absorption increased due to lack of workability, which results in more pore in hardened concrete, leading to more water absorption.

Water absorption.
Acid resistance
Several aggressive acids are available, like HCL (hydrochloric acids), NHO3 (nitric acids), H2SO4 (sulfuric acids), etc. In this study, H2SO4 (sulfuric acids) is considered as an acid attack on the concrete specimens with different proportions of wooden ash.
Figure 12 shows acid resistance of HSDFC with different dosages of wooden ash from 0 to 30% in increments of 10% by weight of cement. General trends show that acid resistance HSDFC increased up to 20% substitution of wooden ash and then decreased. All batches of wooden ash HSDFC show acid resistance more in comparison to control/ reference concrete having minimum acid resistance at 0% substitution of wooden ash, while maximum acid resistance was achieved at 20% substitution of wooden ash. The positive impact of wooden ash on acid resistance is due to the pozzolanic reaction of wooden ash in which silica present in wooden ash reacts with calcium hydrates (CH) form during the hydration process of cement, forming calcium silicate hydrates (CSH) gel which gives secondary binding properties, leading to more acid resistance. Also, according to past researcher’s wooden ash acts as a micro filler, which fills the voids between concrete ingredients giving more dense concrete leading to more acid resistance. However, a higher dose of wooden ash (30%) causes an adverse effect on acid resistance due to the lack of workability of concrete, which increases compaction affords, leading to more pores in hardened concrete which results in less acid resistance. Also, at the higher dose of pozzolanic materials, acid resistance may be reduced due to dilution effect, which causes an alkali-silica reaction37,38. Therefore, it is recommended to use wooden ash up to 20% substation by weight of cement.

Acid resistance.
X-Ray diffraction (XRD)
To examine the mineralogy of the experiment, hardened pasts of wooden ash were ground lightly and later exposed to XRD investigation when throwing around sieve #200. The experiment was evaluated in the powder form glass concrete, which is ground into fine powder form by trampling glass by employing the diffractometer apparatus accessible in Peshawar university MRL lab. The test procedures were planned so that copper (cu) and Kα rays were utilized as supply to the process by using 30 mA and 40 kV requirements. A gap of 2θ is held steady to a range of 20 to 60 degrees with the angular step of 0.02 degrees. A step time of 0.5 s is set down, and a 0.5-degree deviation slit was used. XRD patterns of wooden ash and marble waste are given in Fig. 13. To evaluate the quantity of SiO2 and CSH (calcium silicate hydrate) gel in reference and WA replaced concrete. Peaks of C-S-H gel at 30° and 45° were chosen for evaluation. For the reference concrete without WA, C-S-H gel is less than SiO2. C-S-H gel is formed during the hydration process of cement due to the chemical reaction of CH with SiO2. The amount of SiO2 is less than CH, which converts all SiO2 into C-S-H gel, and hence no more SiO2 is accessible for the reaction with calcium hydrate. All Silica SiO2 was consumed and converted into C-S-H gel. Calcium hydrate rests unreactive, creating weak pockets causing the lower mechanical performance of concrete. A study also concluded that calcium hydrate is active to reactive with other chemical compounds available in the cement causing less strength39. It has also been observed that Pozzolanic materials should be a substitute in concrete to utilize calcium hydrate, which is a by-product form through the hydration process of cement to achieve durable concrete39. WA was partially substituted as cement replacement to neutralize calcium hydrate. It can be observed by XRD analysis that peak of SiO2 decreases while the peak of C-S-H is enhanced as the proportion WA is enhanced. Maximum C-S-H peaks were examined when the replacement rate of WA was 30%. It is due to the pozzolanic reaction of WA, which converts calcium hydrate into calcium silicate (C-S-H) gel.

XRD pattern with dose of wooden ash.
Conclusion
The effect of wooden ash on mechanical performance, flexure strength characteristics, durability and microstructure analysis of HSDFRC were studied in this research. The substitution ratio of wooden ash was 10%,20%, and 30% by weight of cement were employed. Based on experimental results, the following conclusions have been drawn.
-
The workability of HSDFRC is decreased with the substitution of wooden ash. It is due to physical nature of wooden ash (irregular particle shape and larger surface area) which enhances the water requirement for lubrication.
-
Compressive strength and split tensile strength of HSDFRC is increased up to 20% substitution of wooden ash. It is due to pozzolanic reaction and micro filler of wooden ash. Flexure strength characteristics and load–deflection were considerably improved with the substitution of wooden ash. The ultimate peak load of 20% substation wooden is about 27% higher than reference concrete.
-
Morphology of fibers analysis displayed positive outcomes in terms of the mechanical performance and durability of HSDFRC.
-
Durability aspects such as water absorption and acid resistance of HSDFRC is of 20% substitution is much better than reference concrete. It is due to pozzolanic reaction and micro filler of wooden ash, which gives more dense concrete with fewer voids which ultimately decreases water absorption and acid penetration through concrete.
The overall study demonstrates that wooden ash is a better substitution of cement for concrete production because it enhances the concrete microstructure and bonds among fibers and concrete ingredients.
Data availability
The data required to support the present findings are present in the manuscript.
Change history
18 March 2022
A Correction to this paper has been published: https://doi.org/10.1038/s41598-022-09020-3
01 August 2023
This article has been retracted. Please see the Retraction Notice for more detail: https://doi.org/10.1038/s41598-023-39437-3
References
Ahmad, J., Zaid, O., Siddique, M. S. et al Mechanical and durability characteristics of sustainable coconut fibers reinforced concrete with incorporation of marble powder. Mater Res Express (2021)
Zaid, O. et al. A step towards sustainable glass fiber reinforced concrete utilizing silica fume and waste coconut shell aggregate. Sci. Rep. 11, 1–14 (2021).
Ahmad, J. et al. Mechanical properties of sustainable concrete modified by adding marble slurry as cement substitution. AIMS Mater. Sci. 8, 343–358 (2021).
Imbabi, M. S., Carrigan, C. & McKenna, S. Trends and developments in green cement and concrete technology. Int. J. Sustain. Built Environ. 1, 194–216 (2012).
Bakharev, T. Thermal behaviour of geopolymers prepared using class F fly ash and elevated temperature curing. Cem. Concr. Res. 36, 1134–1147 (2006).
Mwiti, M. J., Thiong’o, J. K., Muthengia, W. J. Thermal resistivity of chemically activated calcined clays-based cements. In: Calcined Clays for Sustainable Concrete. Springer, pp 327–333 (2018)
Shahbazpanahi, S. & Faraj, R. H. Feasibility study on the use of shell sunflower ash and shell pumpkin ash as supplementary cementitious materials in concrete. J. Build. Eng. 30, 101271 (2020).
Vigneshpandian, G. V., Shruthi, E. A., Venkatasubramanian, C., Muthu, D. Utilisation of Waste Marble Dust as Fine Aggregate in Concrete. In: IOP Conference Series: Earth and Environmental Science. 12007, IOP Publishing (2017)
Coppola, L., Cerulli, T., & Salvioni, D. Sustainable development and durability of self-compacting concretes. In 8th CANMET/ACI Int. Conf. on Fly Ash, Silica Fume, Slag and Natural Pozzolans in Concrete. 29–50 (2004)
Metilda, D. L., Selvamony, C., Anandakumar, R. & Seeni, A. Investigations on optimum possibility of replacing cement partially by redmud in concrete. Sci. Res. Essays 10, 137–143 (2015).
Rajamma, R. et al. Biomass fly ash effect on fresh and hardened state properties of cement based materials. Compos. Part B Eng. 77, 1–9 (2015).
Siddique, R. Utilization of wood ash in concrete manufacturing. Resour. Conserv. Recycl. 67, 27–33 (2012).
Li, L. G. et al. Recycling of marble dust as paste replacement for improving strength, microstructure and eco-friendliness of mortar. J. Clean Prod. 210, 55–65 (2019).
Hébert, M., Busset, G., Groeneveld, E. Bilan 2007 de la valorisation des matières résiduelles fertilisantes. Développement durable, environnement et parcs Québec (2008)
Obernberger, I., Biedermann, F., Widmann, W. & Riedl, R. Concentrations of inorganic elements in biomass fuels and recovery in the different ash fractions. Biomass Bioenerg. 12, 211–224 (1997).
Campbell, A. G. Recycling and disposing of wood ash. Tappi J. 73, 141–146 (1990).
Udoeyo, F. F. & Dashibil, P. U. Sawdust ash as concrete material. J. Mater. Civ. Eng. 14, 173–176 (2002).
Etiegni, L. & Campbell, A. G. Physical and chemical characteristics of wood ash. Bioresour. Technol. 37, 173–178 (1991).
Subramaniam, P., Subasinghe, K. & Fonseka, W. R. K. Wood ash as an effective raw material for concrete blocks. Int. J. Res. Eng. Technol. 4, 1163–2319 (2015).
Abdullahi, M. Characteristics of wood ash/OPC concrete. Leonardo Electron. J. Pract. Technol. 8, 9–16 (2006).
Shahbazpanahi, S., Manie, S., Faraj, R. H. & Seraji, M. Feasibility study on the use of tagouk ash as pozzolanic material in concrete. Clean Technol. Environ. Policy 23, 1283–1294 (2021).
Ji, J. et al. Effect of post-fire curing on the compressive properties of fire-damaged ultra-high toughness cementitious composites. J. Test Eval. 47, 140–152 (2018).
Cement AP ASTM C150 of the following type: 1. Concr which will be contact with Sew Type II, Moderate Sulfate Resist 2:
Kasaniya, M., Thomas, M. D. A. & Moffatt, E. G. Pozzolanic reactivity of natural pozzolans, ground glasses and coal bottom ashes and implication of their incorporation on the chloride permeability of concrete. Cem. Concr. Res. 139, 106259 (2021).
Nagataki, S. Mineral admixtures in concrete: state of the art and trends. ACI Spec. Publ. 144, 447 (1994).
Balaguru, P. & Ramakrishnan, V. Comparison of slump cone and VB tests as measures of workability for fiber-reinforced and plain concrete. Cem. Concr. Aggreg. 9, 3–11 (1987).
Materials ASFTA (2012) ASTM C39/C39M-12 Standard test method for compressive strength of cylindrical concrete specimens. ASTM West Conshohocken^ ePA PA
Designation A (1976) C496‐71. Stand Method Test Split Tensile Strength Cylind Concr Specimens
Standard A (2010) C78. 2010. Stand Test Method Flexural Strength Concr (Using Simple Beam with Third-Point Load (ASTM C78–10) West Conshohocken, PA ASTM Int
ASTM C 39 (2012) Standard test method for compressive strength of cylindrical concrete specimens. Am Soc Test Mater ASTM, West Conshohocken
Specimen CT ASTM C 31; one set of four standard cylinders for each compressive-strength test, unless otherwise directed. Mold store Cylind Lab test specimens Except when field-cured test specimens are required
Ahmad, J., Manan, A., & Ali, A. et al. A study on mechanical and durability aspects of concrete modified with steel fibers (SFs)
Topcu, I. B. & Canbaz, M. Effect of different fibers on the mechanical properties of concrete containing fly ash. Constr. Build. Mater. 21, 1486–1491 (2007).
Ahmad, J. et al. Evaluating the effects of flexure cracking behaviour of beam reinforced with steel fibres from environment affect. J. Green Eng. 10, 4998–5016 (2020).
Banthia, N. & Gupta, R. Influence of polypropylene fiber geometry on plastic shrinkage cracking in concrete. Cem. Concr. Res. 36, 1263–1267 (2006).
Committee ACI 363 (1992) State of the arts on high strength concret. Man Concr Pract
Chowdhury, S., Maniar, A. & Suganya, O. M. Strength development in concrete with wood ash blended cement and use of soft computing models to predict strength parameters. J. Adv. Res. 6, 907–913 (2015).
Ahmad, J. et al. Effects of waste glass and waste marble on mechanical and durability performance of concrete. Sci. Rep. 11, 1–17 (2021).
Ahmad, J., Aslam, F., & Zaid, O., et al Mechanical and durability characteristics of sustainable concrete modified with partial substitution of waste foundry sand. Struct. Concr.
Acknowledgements
This project was funded by the Deanship of Scientific Research (DSR), King Abdulaziz University, Jeddah, under Grant No. (D-692-135-1443). The authors, therefore, gratefully acknowledge DSR technical and financial support.
Author information
Authors and Affiliations
Contributions
J.A: Paper writing, Experimental work, Methodology. R.M: Methodology, Supervision, Conceptual. J.D.P.G: Evolution, Monitoring, Resources. A.A.P: Software, Revision. K.I: Revise paper, Grammatical improvement . M.B: Proof reading, Formatting, Software work. All the authors have read and agreed to the published the revise version of the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The original online version of this Article was revised: The original version of this Article contained an error in Affiliation 5, which was incorrectly given as ‘K.A.CARE Energy Research & Innovation Center, King Fahd University of Petroleum and Mineral, Dhahran, Saudi Arabia’. The correct affiliation is listed below. K.A.CARE Energy Research & Innovation Center at Dhahran, Saudi Arabia.
This article has been retracted. Please see the retraction notice for more detail: https://doi.org/10.1038/s41598-023-39437-3"
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ahmad, J., Martínez-García, R., de-Prado-Gil, J. et al. RETRACTED ARTICLE: Mechanical performance of sustainable high strength ductile fiber reinforced concrete (HSDFRC) with wooden ash. Sci Rep 12, 4306 (2022). https://doi.org/10.1038/s41598-022-08134-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-022-08134-y
This article is cited by
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
