
Abstract
Two different drying methods were applied for dehydration of apple, i.e., convective drying (CD) and microwave drying (MD). The process of convective drying through divergent temperatures; 50, 60 and 70 °C at 1.0 m/s air velocity and three different levels of microwave power (90, 180, and 360 W) were studied. In the analysis of the performance of our approach on moisture ratio (MR) of apple slices, artificial neural networks (ANNs) was used to provide with a background for further discussion and evaluation. In order to evaluate the models mentioned in the literature, the Midilli et al. model was proper for dehydrating of apple slices in both MD and CD. The MD drying technology enhanced the drying rate when compared with CD drying significantly. Effective diffusivity (Deff) of moisture in CD drying (1.95 × 10−7–4.09 × 10−7 m2/s) was found to be lower than that observed in MD (2.94 × 10−7–8.21 × 10−7 m2/s). The activation energy (Ea) values of CD drying and MD drying were 122.28–125 kJ/mol and 14.01–15.03 W/g respectively. The MD had the lowest specific energy consumption (SEC) as compared to CD drying methods. According to ANN results, the best R2 values for prediction of MR in CD and MD were 0.9993 and 0.9991, respectively.
Similar content being viewed by others
Introduction
Apple (Malus domestica Borkh.) is one of the oldest fruits known to mankind and has grown to nourish it. It is one of the most important horticultural products in the world, and countries such as China, the United States, Turkey, Poland, India, the Russian Federation and Iran are considered as major apple producers. Apples, like many other fruits, have a high water content (80–85% on the wet basis (w.b.)). Apple is rich in vitamins, minerals and fiber and is usually consumed raw, but it is used in many foods (especially desserts) and beverages1,2,3. Drying, in addition to being a way to increase the shelf life of foods, is known as a way to increase the value added of food products. Removing water from a product under controlled conditions reduces the moisture content of the food to a certain extent, which lessens the activity of enzymes, the rate of undesirable chemical changes and microbial growth. Also, the decrease in moisture is accompanied by a reduction in volume and weight, which is one of the important factors for transportation and maintenance4. Throughout the decades, hot air drying method has been one of the most long-established technologies in the food industries. The process of hot air drying includes both the heat and mass transfer while the water is provided by the agricultural products through diffusion. However the total energy of this diffusion goes hand in hand with air temperature, time and air velocity5. One of the methods that has been given a lot of attention during the last decade is drying using microwave radiation. Microwave beams are electromagnetic beams with a long wavelength of 2450 MHz. During the passing of these waves from the tissue of matter, polar molecules, such as water and salts, vibrate, and this vibration causes the microwave energy to be converted into heat. Unlike other methods of drying, in which heat should penetrate from the surface to depth, in this method heat is produced in the tissue of the food itself and it is prevented from damaging the superficial parts of the food6,7. Different methods are used to reduce the moisture content of fruits and vegetables. Izli and Isik8 used microwave, convective, and microwave-convective dryers to dry tomatoes. They showed that microwave-convective dryers require less time to dry tomatoes. Seremet et al.9 investigated effect of different drying methods (Convective and Convective—microwave dryer) on weight loss and rehydration of sliced pumpkin. Drying of sorbus fruits by convective (50 °C and 70 °C at air velocity of 0.3 m/s) and microwave (90, 160 and 350 W) were studied in order to determine the drying behaviors. The results showed that the temperature of 50 °C and the microwave power of 90 W had the slightest variations in color. Also, the lowest specific energy consumption were 0.69 kWh/kg and 37.07 kWh/kg respectively at 70 °C and 350 W10. The correlation of the unpredictable input and output process parameters interconnection follows the stimulated computing approach named Artificial Neural Network (ANN) 11. ANNs are capable of modeling nonlinear and complex systems with a large number of input and output data. The ability to predict a neural network is completely dependent on its structure (type of activation function, number of layers and number of hidden layer neurons)12,13. In recent years, methods based on ANNs have been used to predict the moisture content of many food and agriculture products during the drying process, including green peas, tomatoes, corn and pomegranate seeds14,15,16,17. In this research, the neural network modeling method was used to estimate the moisture ratio of apple slices during drying in microwave and hot air dryer. The results of this model are compared with the results of mathematical modeling to determine its effectiveness. Also, moisture diffusion coefficient, activation energy, specific energy consumption and color changes were also determined for apple slices.
Material and methods
Sample preparation
Apple was supplied from one of apple orchards of Ardabil city, Iran, in September 2019, according to the two national standards (ISIRI 2011 and ISIRI 2007)18,19. Generally, apple samples of uniform sizes were selected. The apple fruit were cleaned and stored in a refrigerator at 4 ± 1 °C. The premature and spoiled apple was separated manually. The initial MC of apple slices was measured by oven drying method. Apple slices to the nearest 40 g (4 mm thickness and 36 mm diameter) in triplicate samples were dehydrated at 70 ± 1 °C for 24 h20. Apple fruit with average initial MC of 87 ± 3% (w. b) was selected for drying material.
Experimental procedure
Convective dryer
Convective drying (CD) was conducted by using laboratory drying oven (BF55E; FG Co., Iran). The velocity of the air approaching to the apple samples was measured by an anemometer (Lutron AM-4202; Electronic Enterprise Co., Taipei, Taiwan) with ± 0.1 m/s accuracy and the average air velocity was 1.2 ± 0.02 m/s. Electrical heating unit of this dryer equipped with PT100 thermometer sensor and PID controller with ± 0.1 °C accuracy. Average humidity and air temperature of ambient air during CD dryer were 30% and 26 °C, respectively.
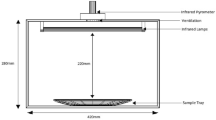
Microwave dryer
A fully programmable microwave oven (Panasonic NN-CD997S Microwave Oven) with maximum output of 1000 W was utilized for this study. The microwave oven has the capability of operating at different microwave output powers, 90, 180, 270, 360, 450, 540, 630, 720, 900 and 1000 W. The MD drying area is 462 mm, 242 mm and 412 mm inner size and includes a 380 mm diameter rotary glass plate at the oven base. The microwave output power and processing time was set fully by using digital control panel of microwave oven.
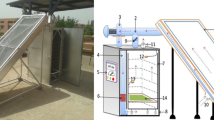
Experimental setup
Determination of moisture ratio
Drying curves may be represented in different ways; MC (wet and dry base) versus time, drying rate versus time, or drying rate versus MC. The MC of apple was calculated by using Eq. (1)21; Eq. (2) was used for calculating the moisture ratio of apple slices22:
It should be noted that due to the insignificant value of \(M_{e}\) in comparison with \(M_{t}\) and \(M_{0}\), it can be saved, Therefore Eq. (2) can be simplified to Eq. (3)23:
Mathematical modelling of drying curves
The models listed in Table 1 were used for mathematical modeling drying kinetics of apple slice in MD and CD. To compare the data to each model, curve expert was used for curve fitting. This software has linear and nonlinear regression models and various interpolation methods. In order to select the suitable drying kinetics descriptor, the statistical parameters of \(R^{2}\), \(RMSE\) and \(\chi^{2}\) were used. Finally, the drying model with maximum \(R^{2}\) and minimum \(RMSE\) and \(\chi^{2}\) was selected as the appropriate model for describing drying kinetics. The mentioned statistical parameters are defined by the following equations24,25:
Exponential equation form of Eq. (2) can be used as follows26:
Effective moisture diffusivity
Mass transfer during food drying is a complex process involving various mechanisms such as molecular penetration, movement in capillary tubes, and liquid penetration in the porous materials, penetration of vapor in air pores and hydrodynamic flow, or surface propagation. Moisture penetration is one of the most important factors controlling the drying process. When different mechanisms are effective in transmitting, it is difficult to examine each mechanism and measure the mass transfer rate in each one. Hence, in such processes, the description of Deff is used and its concept is described by the Fick’s second law as follows32:
Calculation of Deff using the Fick’s second law is a tool for describing the drying process and possible mechanisms for the transfer of moisture within food products. The analytical solution of Fick’s law is as follows33:
Therefore, Eq. (9) can be written in simpler form as Eq. (10):
The coefficient \(K_{1}\) is calculated by plotting the curve ln (MR) versus time, in accordance with Eq. (11) as follows34:
Activation energy
Dependence of the Deff with temperature is shown using the Arrhenius equation (Eq. 12). Activation energy of the CD dryer (\(E_{a(c)}\)) was determined by plotting the Deff curve versus absolute air temperature reversal35.
The linear form of Eq. (12) can be obtained by applying the logarithms as:
\(K_{2}\) can be obtained by plotting \(\ln (D_{eff} )\) versus \(\frac{1}{{T_{a} }}\):
Linear regression analyses were used to fit the equation to the experimental data to obtain correlation coefficient (R2).
The activation energy for MD dryer (\(E_{a(m)}\) (W/g)) was calculated by using a correlation between Deff and (\(\frac{m}{P}\)) is taken into account36:
\(E_{a(m)}\) may be accomplished using one of several methods as follows:
Following plotting of \(\ln (D_{eff} )\) versus (1/P), \(K_{3}\) is calculated for the microwave as follows:
Specific energy consumption
The specific energy consumed during the drying process, which is the amount of energy used to evaporate one kilogram of water from the product, was obtained using Eq. (18) under MD drying method37:
Specific energy consumption (\(SEC_{con}\)) of apple slice in CD approach was measured through the Eq. (19) as follows38,39:
Color
Three color schemes, including RGB, CMYK and Lab, are used to determine the color of food. The Lab model is often used for food color research studies. L demonstrates brightness in the range 0–100, and two colored components ( − 120 to + 120) including a (greenness to redness) and b (blueness to yellowness). The color parameters of apple slice were measured using digital portable colorimeter (CR-10-PLUS, Konica Minolta Co, Japan), appropriate test method based on CIELAB. Total color changes (\(\Delta E\)) was calculated using Eq. (20). All color changes were obtained with averaging in six replicates samples40,41:
ANN
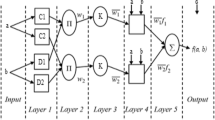
ANN was used for modeling the drying process of apple slice in microwave and hot air dryer to predict MR by using Matlab software. In this research, the Levenberg–Marquard optimization method was used to teach the network. The inputs for ANN model are drying time, and drying chamber inlet air temperature, and the output is MC variations of apple slice. Figure 1 shows ANN inputs and output structure with two hidden layers.

Four-layer ANN inputs and output structure used in this study.
Convective dryer
Apple slice drying experiments were done at 50, 60 and 70 °C set temperature. The two input parameters had applied in the experiments with CD dryer. The MR values were derived. Networks with two neurons in the input layer (air temperature and drying time) and one neuron in the output layer (MR) were designed. In this part, the total data of, moisture ratio (163 data) for artificial neural networks were used. In the first group, 70% (115 data) were taken for training phase and in the second group 30% (48 data) for testing, chosen randomly from the set of 163 data.
Microwave dryer
Applying the two inputs in all experiments, the MR values obtained for different conditions. Networks with two neurons in input layer (microwave power and drying time) and one neuron in output layer (MR) were designed. About 70% (49 data) of the all experimental data (70 data) were separated for network training to find suitable structure. Prior to training the neural network, input data normalized to it. The purpose of normalizing is to convert data between zero and one. Therefore, the following equation was used for normalization42:
In order to evaluate the accuracy and performance of the developed models of artificial neural networks, the statistical criteria of the coefficient of determination (R2), root mean square error (RMSE) and mean absolute error (MAE) were used. The mentioned statistical parameters calculated using the following equations43:
Results and discussion
Drying characteristics (convective and microwave drying kinetics)
Changes in MR of apple slice with drying time at different air temperatures 50, 60, and 70 °C and air velocity 1 m/s were presented in Fig. 2a. The drying experiments of apple slices continued until the MC of the samples reached about 0.20 (w.b.) in both drying methods. As can be seen in Fig. 2a, increase of air temperature from 50 to 70 °C causes a decrease on final product drying time, which is consistent with the results of Beigi44 and Kaleta et al.45. In the process of CD drying, increasing air temperature from 50 to 70 °C resulted to increase in mass transfer, reduce process time and energy consumption46. Drying time for apple slice in air velocity 1 m/s, were 200, 150 and 100 min at 50, 60 and 70 °C, respectively. Kara and Doymaz46 reported that the drying times of apple pomace at air velocity 1 m/s for four air temperatures 50, 60, 70 and 80 °C. An increment in air temperature caused also a decrease in drying time at apple pomace. Beigi44 reported that air temperature had a shorter effect on drying time in Hot air drying of apple slices at 1.5 m/s air velocity 50, 60 and 70 °C. Effect of air temperature (50, 65, 80 and 90 °C), three levels of drying product thickness (3,5,and 7 mm), engine load levels (25, 50, 75, and 100%), and air velocity (1 m/s) on moisture ratio of apple slices in combined heat and power (CHP) dryer have been investigated by Samadi et al.47. With increasing of air temperature in the tested range, the amount of moisture removed from apple slices increased.

Moisture ratio versus drying time for apple slice under different drying: (a) air temperature ((♦) 50 °C, (●) 60 °C, (▲) 70 °C); (b) microwave powers ((♦) 90 W, (●) 180 W, (▲) 360 W).
Changes in MR of apple slice with drying time in MD dryer at different microwave power (90, 180 and 360 W) were shown in Fig. 2b. As shown in Fig. 2b, it can be seen that the rate of water loss in MD method was higher than CD, due to the electromagnetic heating effect of MD in drying food products48. Also, with higher microwave power, more heat generated within the sample created a larger vapor pressure difference between the center and the product surface. Thus accelerated the interior moisture migration and increased surface water evaporation49.
The times of the drying process in MD were 50, 80 and 130 min at 360, 180 and 90 W, respectively. The results showed that with increasing microwave power, the drying time had a downward trend. Similar results were obtained for drying crops in a microwave dryer such as pomegranate arils50, mushroom, tomatoes8 and broccoli stalk slice51.
In order to mathematical modeling of apple slice drying kinetics in the CD dryer, five commonly mathematical models for thin layer products were used (Table 1). For all CD drying experiments (50, 60 and 70 °C air temperature and 1 m/s air velocity), determination coefficient (\(R^{2}\)), root mean square error (RMSE), and reduced Chi square (\(\chi^{2}\)) values ranged between 0.9932–0.9999, 0.0172–0.0845 and 0.0003–0.0468, respectively. From Table 2, Midilli et al. model had the highest \(R^{2}\) (0.9994–0.9999) and the lowest \(RMSE\) (0.0194–0.0274) and \(\chi^{2}\) (0.0004–0.0041) values. Therefore, the Midilli et al. drying model was achieved as appropriate one for describing drying behaviors of apple slices. Chayjan et al.52 tested five empirical models (Midilli et al., Demir et al., Logistics, Logarithmic and Wang and Singh) in their research for continuous band drying of eggplant slices and claimed that all models described well drying kinetics at studied air temperatures, air velocities and infrared power. Midilli et al. model was chosen as the best model for describing the moisture ratio of the sour cherry. Torki-Harchegani et al.53 examined the kinetics of drying lemon slices in CD dryer at 50, 60 and 75 °C air temperature. Their results showed that the drying temperature had a significant effect on the drying time and drying rate. Among the models used, the Midilli et al. model was proposed as the best model for prediction MR of lemon slices.
The results of the fitting of apple slices drying data in MD method with different mathematical models were presented in Table 3. For all microwave drying experiments, \(R^{2}\), \(RMSE\) and \(\chi^{2}\) values ranged between 0.9966–0.9999; 0.0188–0.0421 and 0.0005–0.0291. Midilli et al. model had the highest \(R^{2}\) (0.9999) and the lowest \(RMSE\) (0.0188) and \(\chi^{2}\) (0.0005) values. Therefore, Midilli et al. model was proposed as the best model for drying apple slice in MD. Darvishi et al.54 dried white mulberry in microwave drying at 100, 200, 300, 400 and 500 W power levels and applied the experimental data to five thin layer models where Lewis, Henderson and Pabis, Page, Wang and Singh, and Midilli et al. models, the Page model gives the highest \(R^{2}\) (0.999) and lower \(RMSE\) (0.009) and \(\chi^{2}\) (0.00009) values. Ganesapillai, Murugan & Singh55 used 100, 180, 300, 450, 600 and 900 W power levels for dehydration of Ginger rhizomes and to determine the drying characteristics of sample, Henderson, Page, Logarithmic, Wang and Singh, Diffusion, Verma, Two-term exponential, Midilli models tested. Diffusion model gave the best results (maximum values \(R^{2}\) = 0.99958, minimum values \(RMSE\) (0.00429) and \(\chi^{2}\) (0.00019).
Effective moisture diffusivity
Effective moisture diffusivity values (Deff) of apple slice at different dryer calculated by Eq. (11). The Reported Deff values were within the general range of 10–7 to × 10–12 m2/s for agricultural product and food materials29,56. In CD drying, minimum Deff value (1.95 × 10–7 m2/s) belonged to pretreated apple slice of at air temperature 40 °C, and maximum value (4.09 × 10–7 m2/s) belonged to apple slice at air temperature 70 °C. Obtained values were demonstrated in Fig. 3a. The results indicated direct correlation between Deff and temperature. Increasing the air temperature was accompanied by an increase in Deff and a reduction in the drying time. Beigi44 estimated as 7.03 × 10–10 to 1.08 × 10–9 m2/s for apple in CD dryer at 50 °C and 70 °C, 1.5 m/s air velocity. The values of Deff are comparable with the reported values of 1.73 × 10–10 to 4.40 × 10–10 m2/s for apple pomace at 50 to 80 °C and air velocity of 2 ± 0.1 m/s in CD dryer44, 6.97 × 10–11 to 2.38 × 10–10 m2/s for quince slices drying in CD dryer57 and 3.27 × 10–9 to 1.23 × 10–8 m2/s consideration for broccoli slices with air temperatures of 45–70 °C and air velocities of 2 m/s in CD dryer58.

Effective moisture diffusivity (\(D_{eff}\)) for drying of apple slice in different: (a) air temperature, (b) microwave power.
The values of Deff for microwave dryer are presented in Fig. 3b. In microwave drying, minimum value (2.94 × 10-7 m2/s) belonged to apple slice which had a microwave power level of 90 W; maximum value (8.21 × 10–7 m2/s) belonged to apple slice that had a microwave power level of 360 W. According to the results the values of Deff in MD were higher than CD. Also, the microwave power can accelerate the water molecules present in the apple slice to evaporate faster, thus providing a faster decrease of the apple slice MC and the corresponding higher value of Deff59.
Similar results for the amount of Deff in MD dryers are provided by other authors for fruits and vegetables. For example: Deff values for ginger rhizomes was obtained ranged from 20.24 × 10–12 to 9.8 × 10–11 m2/s at 100–900 W53, Deff values for bamboo shoot slices increased from 4.15 × 10–10 to 22.83 × 10–10 m2/s at different power levels ranging from 140 to 350 W in microwave dryer60 and Deff of mulberry increased with increasing microwave power. It varied from 1.06 × 10–8 to 3.45 × 10–8 m2/s at five microwave powers of 100, 200, 300, 400 and 500 W54.
Activation energy
During the drying process, the highest values of activation energy for CD and MD methods were obtained 125 kJ/mol and 15.03 W/g, respectively (Table 4). The air temperature and microwave power were important factors influencing the Deff and Ea. By increasing the temperature and microwave power, the activation energy was reduced as the result of mass transfer and more moisture loss of apple slice. The obtained results are in line with the stated values for hot air drying of cherry tomato 31.99 and 36.21 kJ/mol for the raw and blanched cherry tomatoes5, and MD drying of kiwi slices (17.96–21.38 W/g)61.
Specific energy consumption (convective and microwave)
Figure 4a shows the SEC of drying process of apple slice in CD dryer. In this study, the SEC was obtained in the range of 122.77 to 174.67 MJ/kg. According to the results, the highest and lowest energy values were consumed in the process of drying apple slices at 50 and 70 °C, respectively. As shown in Fig. 4a, the increase in the air temperature of the dryer chamber from 50 to 70 °C continuously reduces SEC. In spite of lowering the specific heat of the air at higher temperatures, because of the significant reduction in the process time at these temperatures, the increase in the air temperature of the dryer chamber decreases the amount of energy consumed by the process. The values of SEC are comparable with the reported values of 74.73 MJ/kg mentioned for fluidized bed drying of rough rice62, average SEC for potato in CD dryer was obtained 3.491 MJ/kg63.

Variations of specific energy consumption for drying process of apple slice in different: (a) air temperature, (b) microwave power.
As shown in Fig. 4b, during the drying process of apple slices in MD dryer, the SEC at 90 and 360 W microwave power were obtained 80.05 and 52.03 (MJ/kg), respectively. In other words, the ratio of highest to lowest value of SEC was 1.53. According to the results, with the increase in microwave power, the SEC dropped significantly. The reduction in SEC at higher microwave power in MD method is due to the effect of its volumetric heating, which reduces the drying time39,64. Advantages such as shorter drying times and lower SEC were the key drivers for the further development of the microwave drying technique65. The minimum value of SEC for drying of green pepper were obtained to be 7.20 MJ/kg at microwave power 360 W37 and the maximum and minimum values of SEC in MD drying for tomato were obtained to be 350 and 8.4 Wh, respectively at range 90–600 W66.
Color (convective and microwave)
Color is one of the most important qualitative properties of fresh, processed food and its marketing. As shown in Fig. 5a, color variations (\(\Delta E\)) at different temperatures of 50, 60 and 70 °C are shown in CD dryer. The most and the least amount of color variations (\(\Delta E\)) occurred at temperatures of 70 and 50 °C, respectively. According to the results, with the increase in air temperature of the dryer, the amount of color changes (\(\Delta E\)) increased due to the decrease in MC in apple slice and the shrinkage process67. During the drying process, oxidation occurs and as a result of this oxidation, the intensity of the color decreases. The color change (\(\Delta E\)) of pomegranates arils (6.80–14.16) at hot air dryer were reported by Horuz and Maskan50. The minimum color change (9.316) was obtained at air velocity of 2 m/s, air temperature (60 °C) and belt linear speed of 2.5 mm/s, while the maximum color change was 18.24 observed at 1.5 m/s air velocity, air temperature 40 °C and belt linear speed (mm/s) of 10.5 mm/s, for terebinth38.

Color change values of apple slices in different (a) air temperature, (b) microwave power.
As shown in Fig. 5b, color changes in MD dryer increased by increasing microwave power from 90 to 180 W. The microwave power and process time are the effective factors influencing the color change in the MD dryer. Due to the heat, the chlorophyll green pigments may turn into pheophytin, which has a brownish color. The change in the color of the pigments can be due to the effect of heat on heat-sensitive compounds such as carbohydrates, proteins and vitamins, which also causes color change during the drying process68,69.
ANN
Convective dryer
Table 5 presents the best results for combining CFBF and FFBF networks with different topologies and activation functions to predict the MR of apple slices in CD method. According to Table 5, we can get the best performance of the FFBF network, which with the topology 2-10-10-1, along with the TAN, TAN and PUR threshold function and LMA (Levenberg–Marquardt algorithm) for training neural network, has the best result through the three-layer and four-layer topologies. The selected topology created the highest level of correlation (0.9993 for train and 0.9994 for test) and the lowest values of MAE and MSE achieved were 0.0047 for train, 0.0041 for test and 0.00044 respectively, for output variables. Tavakolipour et al.70, the MR of zucchini were predicted by using ANNs at CD dryer. According to the results, the coefficient of determination 0.998 and the RMSE value (0.0335) for the MR was obtained.
Microwave dryer
Table 6 presents the best networks with the highest R2 values and the lowest MAE and MSE values for prediction MR of apple slices in MD dryer. The cascade forward back propagation (CFBP) structure, TAN-TAN-TAN threshold function, LM algorithm with 2–15-10–1 topology structure had the lowest \(MSE\) (0.00059), \(MAE\) (0.0045 for test and 0.0053 for train) values and the highest \(R^{2}\) (0.9993 for test and 0.9991 train) values (Table 6).
Conclusion
The effects of CD and MD at different air temperatures (50, 60 and 70 °C), and microwave powers (90, 180, and 360 W) on the drying characteristics of apple slice were evaluated in this study. The drying time of apple slice was the lower in MD drying as compared to another one. Midilli et al. model was the most suitable model for prediction of apple MR. This model had the highest correlation coefficients (\(R^{2}\)) and lowest chi-square (\(\chi^{2}\)) and root mean square error (RMSE) values. So, it can be able to describe the thin layer drying characteristics of samples at two dryers. The maximum Deff value of 8.21 × 10−7 m2/s was obtained under the MD with power of 360 W. The minimum SEC value (52.03 MJ/kg) was obtained from MD drying. The obtained R2 values using ANN for predication of MR at two different dryers (data test) were equal to 0.9993 and 0.9991 in CD and MD, respectively.
Abbreviations
- \(C_{pv}\) :
-
Vapor specific heat capacity (1004.16 J/(kg °C))
- \(C_{pa}\) :
-
Air specific heat capacity (1828.8 J/(kg °C))
- \(D_{eff}\) :
-
Effective moisture diffusivity (m2/s)
- \(D_{0}\) :
-
Constant number
- \(E_{a(c)}\) :
-
Energy of activation in CD method (kJ/mol)
- \(E_{a(m)}\) :
-
Energy of activation in MD method (W/g)
- \(h_{a}\) :
-
Absolute air humidity (kgvapor/kgdry air)
- i :
-
Positive integer
- \(L\) :
-
Half of the slab thickness (m)
- Me :
-
Equilibrium MC
- M0 :
-
Initial MC (kgwater/ kgdry matter)
- \(MC\) :
-
Moisture content (w.b)
- \(M\) :
-
Material MC (kgwater/kgdry matter)
- Mt :
-
MC at any time (kgwater /kgdry matter)
- \(MR\) :
-
Moisture ratio
- \(MR_{\exp ,i}\) :
-
Experimental value
- \(MR_{pre,i}\) :
-
Predicted value
- \(m_{w}\) :
-
Mass of evaporated water (kg)
- \(m_{v}\) :
-
Mass of removal water (kg)
- \(m\) :
-
Weight of raw sample (g)
- N :
-
Number of observations
- P :
-
Output power of microwave (W)
- \(P_{mic}\) :
-
Microwave output power (W)
- \(Q\) :
-
Inlet air to drying chamber (m3/min)
- \(R_{g}\) :
-
Universal gas constant (8.3143 kJ/mol)
- \(R^{2}\) :
-
Coefficient of determination
- \(RMSE\) :
-
Root mean square error
- \(SEC_{con}\) :
-
Specific energy consumption in CD method
- \(SEC_{mic}\) :
-
Specific energy consumption in MD method
- \(T_{in}\) :
-
Inlet air to drying chamber temperature (°C)
- \(T_{am}\) :
-
Ambient air temperature (°C)
- \(t\) :
-
Drying time (s)
- \(T_{a}\) :
-
Absolute air temperature (K)
- \(t_{2}\) :
-
Total drying time (min)
- \(U_{n}\) :
-
Normalized value
- \(U_{R}\) :
-
Actual value
- \(U_{\max }\) :
-
Maximum of the actual value
- \(U_{\min }\) :
-
Minimum of the actual value
- \(V_{h}\) :
-
Specific air volume (m3/kg)
- \(W\) :
-
Amount of evaporated moisture (g)
- \(W_{x}\) :
-
Initial weight of sample (g)
- \(W_{y}\) :
-
Dry matter content of sample (g)
- Z :
-
Constants
- \(\Delta E\) :
-
Total color differences
- \(\Delta L*\) :
-
Lightness difference
- \(\Delta a*\) :
-
Intensity of the color red
- \(\Delta b*\) :
-
Intensity of the color yellow
- \(\chi^{2}\) :
-
Chi square
References
Aghbashlo, M., Kianmehr, M. H. & Arabhosseini, A. Modeling of thin-layer drying of apple slices in a semi-industrial continuous band dryer. Int. J. Food Eng. 6(4), 1–6 (2010).
Antal, T. & Kerekes, B. Investigation of Hot air-and infrared-assisted freeze-drying of apple. J. Food Process. Preserv. 40(2), 257–269 (2016).
Shalini, R. & Gupta, D. Utilization of pomace from apple processing industries: a review. J. Food Sci. Technol. 47(4), 365–371 (2010).
Adam, K. L. Food Dehydration Options. US: National Sustainable Agriculture Information Service. Aeroglide Corporation, Cary, NC. 919-851-2000 (2004).
Cheng, L.-S., Fang, S. & Ruan, M.-L. Influence of blanching pretreatment on the drying characteristics of cherry tomato and mathematical modeling. Int. J. Food Eng. 11(2), 265–274 (2015).
Funebo, T., Ahrné, L. L. A., Kidman, S., Langton, M. & Skjöldebrand, C. Microwave heat treatment of apple before air dehydration—Effects on physical properties and microstructure. J. Food Eng. 46(3), 173–182 (2000).
Prothon, F. et al. Effects of combined osmotic and microwave dehydration of apple on texture, microstructure and rehydration characteristics. LWT-Food Sci. Technol. 34(2), 95–101 (2001).
Izli, N. & Isik, E. Color and microstructure properties of tomatoes dried by microwave, convective, and microwave-convective methods. Int. J. Food Prop. 18(2), 241–249 (2015).
Seremet, L., Botez, E., Nistor, O.-V., Andronoiu, D. G. & Mocanu, G.-D. Effect of different drying methods on moisture ratio and rehydration of pumpkin slices. Food Chem. 195, 104–109 (2016).
Lüle, F. & Koyuncu, T. Convective and microwave drying characteristics of sorbus fruits (Sorbus domestica L.). Procedia Soc. Behav. Sci. 195, 2634–2643 (2015).
Das, C., Das, A. & Golder, A. K. Optimality in microwave-assisted drying of aloe vera (Aloe barbadensis Miller) gel using response surface methodology and artificial neural network modeling. J. Inst. Eng. India Ser. E. 97(2), 143–149 (2016).
Ramzi, M., Kashaninejad, M., Salehi, F., Mahoonak, A. R. S. & Razavi, S. M. A. Modeling of rheological behavior of honey using genetic algorithm–artificial neural network and adaptive neuro-fuzzy inference system. Food Biosci. 9, 60–67 (2015).
Salehi, F. & Razavi, S. M. Modeling of waste brine nanofiltration process using artificial neural network and adaptive neuro-fuzzy inference system. Desalin. Water Treat. 57(31), 14369–14378 (2016).
Kamiński, W., Tomczak, E. & Strumill, P. Neurocomputing approaches to modelling of drying process dynamics. Drying Technol. 16(6), 967–992 (1998).
Momenzadeh, L., Zomorodian, A. & Mowla, D. Experimental and theoretical investigation of shelled corn drying in a microwave-assisted fluidized bed dryer using Artificial Neural Network. Food Bioprod Process. 89(1), 15–21 (2011).
Movagharnejad, K. & Nikzad, M. Modeling of tomato drying using artificial neural network. Comput. Electron. Agric. 59(1–2), 78–85 (2007).
ISIRI. Dried apples—Specification and test methods. In Agriculture and Foods, Vol. 3612. (IRAN: Institute of Standards and Industrial Research of Iran, 2007).
ISIRI. Fruits and fruits products—Purees of peach, apricot, pear, red plum, yellow plum, apple, kiwi—Specifications and test methods. In Agriculture and Foods, Vol. 11692. (IRAN: Institute of Standards and Industrial Research of Iran, 2011).
Nikbakht, A. M., Motevali, A. & Minaei, S. Energy and exergy investigation of microwave assisted thin-layer drying of pomegranate arils using artificial neural networks and response surface methodology. J. Saudi Soc. Agric. Sci. 13(2), 81–91 (2014).
ASAE. Moisture measurement unground grain and seeds. (2007).
Ghanbarian, D., Dastjerdi, M. B. & Torki-Harchegani, M. Mass transfer characteristics of bisporus mushroom (Agaricus bisporus) slices during convective hot air drying. Heat Mass Transfer. 52(5), 1081–1088 (2016).
Zarein, M., Samadi, S. H. & Ghobadian, B. Investigation of microwave dryer effect on energy efficiency during drying of apple slices. J. Saudi Soc. Agric. Sci. 14(1), 41–47 (2015).
Aktaş, M., Khanlari, A., Amini, A. & Şevik, S. Performance analysis of heat pump and infrared–heat pump drying of grated carrot using energy-exergy methodology. Energy Convers. Manag. 132, 327–338 (2017).
Dinani, S. T., Hamdami, N., Shahedi, M. & Havet, M. Mathematical modeling of hot air/electrohydrodynamic (EHD) drying kinetics of mushroom slices. Energy Convers. Manag. 86, 70–80 (2014).
Shi, Q., Zheng, Y. & Zhao, Y. Mathematical modeling on thin-layer heat pump drying of yacon (Smallanthus sonchifolius) slices. Energy Convers. Manag. 71, 208–216 (2013).
Avhad, M. & Marchetti, J. Mathematical modelling of the drying kinetics of Hass avocado seeds. Ind Crops Prod. 91, 76–87 (2016).
Blanco-Cano, L., Soria-Verdugo, A., Garcia-Gutierrez, L. & Ruiz-Rivas, U. Modeling the thin-layer drying process of Granny Smith apples: Application in an indirect solar dryer. Appl. Therm. Eng. 108, 1086–1094 (2016).
Mghazli, S. et al. Drying characteristics and kinetics solar drying of Moroccan rosemary leaves. Renew. Energy 108, 303–310 (2017).
Kaveh, M. & Chayjan, R. A. Modeling thin-layer drying of turnip slices under semi-industrial continuous band dryer. J. Food Process. Preserv. 41(2), e12778 (2017).
Jiang, J., Dang, L., Tan, H., Pan, B. & Wei, H. Thin layer drying kinetics of pre-gelatinized starch under microwave. Taiwan Inst. Chem. Eng. 72, 10–18 (2017).
Rabha, D., Muthukumar, P. & Somayaji, C. Experimental investigation of thin layer drying kinetics of ghost chilli pepper (Capsicum Chinense Jacq.) dried in a forced convection solar tunnel dryer. Renew. Energy 105, 583–589 (2017).
Koukouch, A. et al. Experimental determination of the effective moisture diffusivity and activation energy during convective solar drying of olive pomace waste. Renew. Energy 101, 565–574 (2017).
Muliterno, M. M., Rodrigues, D., de Lima, F. S., Ida, E. I. & Kurozawa, L. E. Conversion/degradation of isoflavones and color alterations during the drying of okara. LWT Food Sci Technol. 75, 512–519 (2017).
Zhu, A. & Shen, X. The model and mass transfer characteristics of convection drying of peach slices. Int. J. Heat Mass Transfer. 72, 345–351 (2014).
Aral, S. & Beşe, A. V. Convective drying of hawthorn fruit (Crataegus spp.): Effect of experimental parameters on drying kinetics, color, shrinkage, and rehydration capacity. Food Chem. 210, 577–584 (2016).
Minaei, S., Motevali, A., Ahmadi, E. & Azizi, M. H. Mathematical models of drying pomegranate arils in vacuum and microwave dryers. J. Agric. Sci. Technol. 14(2), 311–325 (2012).
Darvishi, H., Khoshtaghaza, M. H., Najafi, G. & Nargesi, F. Mathematical modeling of green pepper drying in microwave-convective dryer. J. Agric. Sci. Technol. 15, 457–465 (2013).
Chayjan, R. A., Kaveh, M. & Khayati, S. Modeling some thermal and physical characteristics of terebinth fruit under semi industrial continuous drying. Food Measure. 11(1), 12–23 (2017).
Khoshtaghaza, M. H., Darvishi, H. & Minaei, S. Effects of microwave-fluidized bed drying on quality, energy consumption and drying kinetics of soybean kernels. J. Food Sci. Technol. 52(8), 4749–4760 (2015).
Łechtańska, J., Szadzińska, J. & Kowalski, S. Microwave-and infrared-assisted convective drying of green pepper: Quality and energy considerations. Chem Eng Process.: Process Intensif. 98, 155–164 (2015).
Pu, Y. Y. & Sun, D. W. Combined hot-air and microwave-vacuum drying for improving drying uniformity of mango slices based on hyperspectral imaging visualisation of moisture content distribution. Biosyst. Eng. 156, 108–119 (2017).
Hasanipanah, M., Amnieh, H. B., Arab, H. & Zamzam, M. S. Feasibility of PSO–ANFIS model to estimate rock fragmentation produced by mine blasting. Neural. Comput. Appl. 30(4), 1015–1024 (2018).
Wang, Z., Sun, J., Chen, F., Liao, X. & Hu, X. Mathematical modelling on thin layer microwave drying of apple pomace with and without hot air pre-drying. J. Food Eng. 80(2), 536–544 (2007).
Beigi, M. Hot air drying of apple slices: dehydration characteristics and quality assessment. Heat Mass Transf. 52(8), 1435–1442 (2016).
Kaleta, A., Górnicki, K., Winiczenko, R. & Chojnacka, A. Evaluation of drying models of apple (var. Ligol) dried in a fluidized bed dryer. Energy Convers. Manag. 67, 179–185 (2013).
Kara, C. & Doymaz, I. Effective moisture diffusivity determination and mathematical modelling of drying curves of apple pomace. Heat Mass Transfer. 51(7), 983–989 (2015).
Samadi, S. H., Ghobadian, B., Najafi, G., Motevali, A. & Faal, S. Drying of apple slices in combined heat and power (CHP) dryer: Comparison of mathematical models and neural networks. Chem. Prod. Process Model. 8(1), 41–52 (2013).
Süfer, Ö., Sezer, S. & Demir, H. Thin layer mathematical modeling of convective, vacuum and microwave drying of intact and brined onion slices. J. Food Process. Preserv. 41, e13239 (2017).
Kantrong, H., Tansakul, A. & Mittal, G. S. Drying characteristics and quality of shiitake mushroom undergoing microwave-vacuum drying and microwave-vacuum combined with infrared drying. J. Food Sci. Technol. 51(12), 3594–3608 (2014).
Horuz, E. & Maskan, M. Hot air and microwave drying of pomegranate (Punica granatum L.) arils. J. Food Sci. Technol. 52(1), 285–293 (2015).
Md Salim, N. S., Gariépy, Y. & Raghavan, V. Hot air drying and microwave-assisted hot air drying of broccoli stalk slices (Brassica oleracea L. var. Italica). J. Food Process. Preserv. 41(3), e12905 (2017).
Chayjan, R. A., Kaveh, M., Dibagar, N., & Nejad, M. Z. Optimization of pistachio nut drying in a fluidized bed dryer with microwave pretreatment applying response surface methodology. Chem Prod Process Model 12(3) (2017).
Torki-Harchegani, M., Ghasemi-Varnamkhasti, M., Ghanbarian, D., Sadeghi, M. & Tohidi, M. Dehydration characteristics and mathematical modelling of lemon slices drying undergoing oven treatment. Heat Mass Transf. 52(2), 281–289 (2016).
Darvishi, H., Zarein, M., Minaei, S. & Khafajeh, H. Exergy and energy analysis, drying kinetics and mathematical modeling of white mulberry drying process. Int. J. Food Eng. 10(2), 269–280 (2014).
Ganesapillai, M., Murugan, P. & Singh, A. Experimental analysis of microwave drying kinetics and characterization of ginger rhizomes. J. Food Process. Preserv. 36(5), 401–411 (2012).
Kaveh, M. & Abbaspur-Gilandeh, Y. Impacts of hybrid (convective-infrared-rotary drum) drying on the quality attributes of green pea. J Food Process Eng. 43(7), e13424 (2020).
Doymaz, İ, Demir, H. & Yildirim, A. Drying of quince slices: effect of pretreatments on drying and rehydration characteristics. Chem Eng Commun. 202(10), 1271–1279 (2015).
Doymaz, İ & Sahin, M. Effect of temperature and pre-treatment on drying and rehydration characteristics of broccoli slices. J. Food Meas. Charact. 10(2), 364–373 (2016).
Chayjan, R. A. & Kaveh, M. Drying characteristics of eggplant (Solanum melongena L.) slices under microwave-convective drying. Res. Agric. Eng. 62(4), 170–178 (2016).
Bal, L. M., Kar, A., Satya, S. & Naik, S. N. Drying kinetics and effective moisture diffusivity of bamboo shoot slices undergoing microwave drying. Int. J. Food Sci. Technol. 45(11), 2321–2328 (2010).
Darvishi, H., Zarein, M. & Farhudi, Z. Energetic and exergetic performance analysis and modeling of drying kinetics of kiwi slices. J. Food Sci. Technol. 53(5), 2317–2333 (2016).
Khanali, M., Banisharif, A. & Rafiee, S. Modeling of moisture diffusivity, activation energy and energy consumption in fluidized bed drying of rough rice. Heat Mass Transf. 52(11), 2541–2549 (2016).
Tripathy, P., Abhishek, S. & Bhadoria, P. Determination of convective heat transfer coefficient and specific energy consumption of potato using an ingenious self-tracking solar dryer. J. Food Meas. Charact. 8(1), 36–45 (2014).
Kaveh, M., Chayjan, R. A., Taghinezhad, E., Sharabiani, V. R. & Motevali, A. Evaluation of specific energy consumption and GHG emissions for different drying methods (Case study: Pistacia atlantica). J. Clean Product 259, 120963 (2020).
Kaveh, M., Abbaspour-Gilandeh, Y. & Nowacka, M. Comparison of different drying techniques and their carbon emissions in green peas. Chem. Eng. Process Process Int. 160, 108274 (2021).
Celen, S. & Kahveci, K. Microwave drying behaviour of tomato slices. Czech J. Food Sci. 31(2), 132–138 (2013).
Fisk, C. L., Silver, A. M., Strik, B. C. & Zhao, Y. Postharvest quality of hardy kiwifruit (Actinidia arguta ‘Ananasnaya’) associated with packaging and storage conditions. Postharvest Biol. Technol. 47(3), 338–345 (2008).
Yosefian, S., Razdari, A. M., Seihoon, M. & Kyani, H. Determination of optimal conditions using response surface method and comparision of naural network and regression method of drying gamma irradiated potato. Food Sci. Technol. 13(59), 85–96 (2017).
Kaveh, M. et al. Evaluation of exergy performance and onion drying properties in a multi-stage semi-industrial continuous dryer: Artificial neural networks (ANNs) and ANFIS models. Food Bioprod. Process. 127, 58–76 (2021).
Tavakolipour, H., Mokhtarian, M. & Kalbasi-Ashtari, A. Intelligent monitoring of zucchini drying process based on fuzzy expert engine and ANN. J. Food Process Eng. 37(5), 474–481 (2014).
Author information
Authors and Affiliations
Contributions
Methodology, V.R.S., M.K. and R.A. Formal analysis, V.R.S., M.K. and M.S. Investigation, V.R.S., M.K. and R.A. Experiment conduction, V.R.S., M.K. and R.A. Statistical Analysis, V.R.S., M.K., R.A. and W.T. Writing original draft preparation, V.R.S., M.K., R.A. and M.S. All authors reviewed the manuscript.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Rasooli Sharabiani, V., Kaveh, M., Abdi, R. et al. Estimation of moisture ratio for apple drying by convective and microwave methods using artificial neural network modeling. Sci Rep 11, 9155 (2021). https://doi.org/10.1038/s41598-021-88270-z
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-021-88270-z
This article is cited by
-
Improvement of pear slices drying by pretreatments and microwave-assisted convective drying method: drying characteristics, modeling of artificial neural network, principal component analysis of quality parameters
Journal of Thermal Analysis and Calorimetry (2024)
-
Convective Drying of Potato Slices: Impact of Ethanol Pretreatment and Time on Drying Behavior, Comparison of Thin-Layer and Artificial Neural Network Modeling, Color Properties, Shrinkage Ratio, and Chemical and ATR-FTIR Analysis of Quality Parameters
Potato Research (2024)
-
Effect of pretreatments on drying characteristics, rehydration properties, and total energy consumption of carrot slices: comparison between thin layer mathematical modelling and artificial neural network modelling
Biomass Conversion and Biorefinery (2024)
-
Synergistic Effects of Dielectric Barrier Discharge (DBD) Cold Plasma Pretreatment Combined with Microwave Drying on the Physicochemical and Functional Properties of Centella asiatica Leaves
Food and Bioprocess Technology (2024)
-
Convective drying of golden delicious apple enhancement: drying characteristics, artificial neural network modeling, chemical and ATR-FTIR analysis of quality parameters
Biomass Conversion and Biorefinery (2024)
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
