Abstract
Large-area flexible organic photovoltaic modules suffer from electrical shunt and poor electrical contact between adjacent subcells, causing efficiency and stability losses. Here we improve the performance of large-area flexible organic photovoltaic modules through suppressing electrical shunt and improving electrical contact. We embed large-area silver nanowire electrodes into polymer substrates to reduce surface roughness and therefore to suppress electrical shunt. We deposit chromium and silver lines between adjacent subcells to improve electrical contact. We show that chromium suppresses the aggregation of the silver film, increasing its laser fluence tolerance and retaining its conductance under thermal annealing, mechanical bending and illumination. These improvements enhance the photovoltaic efficiency and illumination stability of the flexible organic photovoltaic modules. Large-area flexible modules achieve certified efficiencies of 14.04% (active area: 41 cm2) and 13.10% (active area: 370 cm2, with an open-circuit voltage of 103.51 V) and retain 90.4 ± 2.3% of the initial efficiency after continuous illumination for 912 hours.
Similar content being viewed by others
Main
Organic photovoltaics (OPVs) hold prominent features of lightweight, easy processing and excellent mechanical flexibility, which enables great application potential in powering the internet of things and wearable and portable electronics1,2,3,4,5,6,7,8. To provide sufficient power for applications, it is necessary to fabricate large-area flexible OPV modules. However, it is challenging to achieve high-efficiency and stable large-area flexible OPV modules.
In 2005, Dennler et al.9 pioneered the work of flexible OPV modules on plastic/indium tin oxide (ITO) through laser etching method (power conversion efficiency (PCE): 0.04%, area: 17 cm2). Krebs et al.10,11 reported multiple coating techniques and device structures for flexible OPV modules. They obtained flexible modules with a PCE up to 6.09% at an area of 52 cm2 in 201712. Kubis et al.13,14 developed laser patterning technique and obtained flexible OPV modules with high geometric fill factor (GFF). Han et al.15 optimized flexible transparent electrodes of metal grids and obtained 12.4% (25 cm2) monolithic flexible OPV cells. Shen et al.16 optimized emerging non-fullerene active layers and obtained flexible modules with a PCE of 12.2% at 30 cm2 based on the metal grid electrodes. Kwon et al.17 reported flexible OPV modules with a PCE of 9.15% at a large area of 108 cm2 by optimizing the electron transporting layer. We fabricated large-area flexible modules via electrode and interface engineering and achieved PCEs up to 12% (refs. 18,19,20,21). The efficiency has been progressing in the past years. It is to be further enhanced. In addition to the efficiency, stability of the flexible modules is important for their practical applications. However, stability of the flexible OPV modules under illumination has been rarely reported. Efficient and stable flexible OPV modules are to be further developed.
Electrical shunt and poor electrical contact between adjacent subcells are key factors causing efficiency losses in large-area flexible OPV modules. First, the organic active layers for optimal efficiency are thin (about 100–300 nm) due to the limit of exciton diffusion length and charge carrier mobility. The thin organic active layers are soft. Large surface roughness on the bottom transparent electrodes, such as spikes and particles, will cause electrical shunt through the active layers22. The flexible transparent bottom electrode is required to be very smooth in addition to having excellent balance of conductivity and optical transmittance. Flexible electrode of silver nanowires (AgNWs) has good balance of electrical conductivity and optical transmittance. It has been widely used as the transparent bottom electrode in efficient flexible small-area OPV cells23,24,25,26,27. However, the AgNW bottom transparent electrodes have not successfully been used in large-area flexible modules. This is because the surface of the AgNW film is rough28. Electrical shunt occurs when scaling up the flexible OPV modules with AgNW bottom electrodes.
Second, thin-film photovoltaic modules typically have a structure with P1, P2, P3 separation lines (Fig. 1a)13,29,30,31. The P1 and P3 separate the bottom electrode and the top electrode of adjacent subcells, respectively. The P2 is to form electrical connection between the adjacent subcells, connecting the top electrode of a subcell and the bottom electrode of the next subcell. The P2 electrical connection is important to the PCE of the entire module because it influences the series resistance (RS) of the module. To form good electrical contact between adjacent subcells, the active layer at P2 line is required to be removed whereas the bottom electrode needs to stay intact during the P2 patterning32. The P1, P2, P3 lines are generally fabricated via ultrafast laser ablation with well-defined regions. However, the AgNWs have a low laser etching tolerance. It is difficult for the AgNW bottom electrode to stay intact during the removal of active layer at P2 with laser ablation. The bottom-damaged AgNW will not form sufficient electrical contact with the top electrode of the previous adjacent subcell.

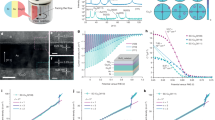
a, Device structure of the flexible modules. b, A picture of a fabricated 41-cm2 flexible OPV module. c, A LBIC mapping image of a 41-cm2 flexible module. d, An efficiency histogram for 15 41-cm2 flexible OPV modules. e, Current–voltage (I–V) and power–voltage (P–V) characteristics of a 41-cm2 flexible module measured by a third-party certification. f, A picture of a fabricated 370-cm2 flexible OPV module. g, I–V and P–V characteristics of a 370-cm2 flexible module measured by a third-party certification.
In this work, we achieved high-performance and stable large-area flexible OPV modules via improving the electrical contact. First, AgNWs were embedded into polymer substrates to reduce the surface roughness and therefore reduce the electrical shunt. Second, Cr (5 nm)/Ag (40 nm) lines were introduced at P2 to improve the electrical contact between adjacent subcells. The Cr/Ag lines showed higher laser etching tolerance (2.61 ± 0.01 J cm−2) than the active layer (0.77 ± 0.01 J cm−2, PM6:BTP-eC9:PC71BM) that created wide laser etching window for efficient electrical contact at P2. The thin Cr layer is important to suppress the aggregation of the Ag film under thermal annealing to keep high laser etching tolerance and high conductance stability. The introduction of Cr/Ag lines simultaneously enhances the photovoltaic efficiency and also stability of the flexible OPV modules. Large-area flexible modules achieved certified efficiencies of 14.04% (active area: 41 cm2) and 13.10% (active area: 370 cm2, high open-circuit voltage of 103.51 V) and could retain 90.4 ± 2.3% of the initial efficiency after continuous illumination for 912 hours.
Results and discussion
Structure and performance of large-area flexible modules
Figure 1a shows the device structure of large-area flexible OPV modules. Polyvinyl alcohol (PVA; 60 µm) or parylene (10 µm) was used as the flexible substrate. AgNWs were embedded into the PVA substrate (AgNWs-em-PVA) or parylene substrate (AgNWs-em-parylene) used as the bottom transparent electrode. Zinc ion chelated polyethylenimine (PEI-Zn) was used as the electron transporting layer33. PM6:BTP-eC9:PC71BM was used as the active layer34. MoO3/Ag was deposited as the top electrode. P1, P2 and P3 were fabricated to form modules with subcells in series connection. At P2, Cr/Ag lines were deposited between adjacent subcells to improve the electrical contact. Figure 1b shows a picture of a fabricated large-area flexible OPV module with active area of 41 cm2. The module comprises 14 subcells. The width is 0.41 cm and the length is 7.14 cm for each cell. Figure 1c shows a light-beam induced current (LBIC) mapping image of the module.
Figure 1d shows a histogram of the PCE of flexible OPV modules (41 cm2) under air mass (AM1.5) 100 mW cm−2 illumination (15 modules). Their PCE ranged from 13.8 to 14.2% with an average of 14.05 ± 0.15%. Figure 1e shows current–voltage (I–V) characteristics of a flexible module tested in a third party (National Photovoltaic Product Quality Inspection and Testing Center, Chengdu). The certification report is shown in Supplementary Fig. 1. The certified photovoltaic performance (open-circuit voltage (VOC), short-circuit current (ISC), fill factor (FF) and PCE) of the 41-cm2 flexible OPV module is: VOC = 11.67 V, ISC = 69.06 mA, FF = 71.44% and PCE = 14.04%. It should be noted that dead area was not included for the efficiency calculation. Supplementary Fig. 3 shows the microscopic images of the dead area (containing P1, P2 and P3). The width of P1, P2 (Cr/Ag) and P3 is 120, 120 and 100 μm, respectively. The total width of the dead area is 360 μm including the gap between P2 and P3. The width of the cell strip is 0.41 cm. The GFF is calculated to be 91.9%. The averaged VOC for each subcell is 0.83 V. That is close to the VOC of the small-area single cell (0.041 cm2; VOC = 0.84 V, short-circuit current density (JSC) = 25.43 mA cm−2, FF = 76% and PCE = 16.23%, as shown in Supplementary Fig. 4 and Supplementary Table 1).
Figure 1f shows a picture of a 370-cm2 flexible OPV module, which was assembled by nine 41–42-cm2 monolithic modules in series connection. The PCE of the 370-cm2 flexible OPV module was also certified (Fig. 1g). The certification report is shown in Supplementary Fig. 2. The certified performance is: VOC = 103.51 V, ISC = 67.09 mA, FF = 69.81%, PCE = 13.10%. The modules deliver a high VOC of 103.51 V and a high power of 4,847.73 mW under 1 sun illumination, suggesting the application potential of large-area flexible OPV modules.
Large-area AgNWs embedded in flexible polymer substrates
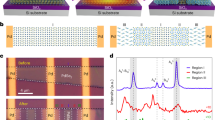
AgNWs were embedded into the PVA to reduce its surface roughness and therefore reduce the electrical shunt of the large-area flexible OPV modules. Figure 2a shows the histogram of efficiencies of 1-cm2 flexible cells on PET/AgNWs and AgNWs-em-PVA electrodes (20 devices for each). The 1-cm2 flexible devices on PET/AgNWs electrode showed PCE nearly zero with electrical shortage. That is because of the high roughness of AgNWs on PET with large height difference (up to 150 nm; Fig. 2c). That is comparable to the thickness of the active layer (around 143 nm), which causes electrical shunt or shortage. In contrary, the 1-cm2 flexible cells on AgNWs-em-PVA electrodes showed high performance. All the 20 devices showed PCE in the range of 15.6–16.2% (VOC = 0.84 ± 0.02 V, JSC = 25.29 ± 0.21 mA cm−2, FF = 0.75 ± 0.01). The embedding strategy of AgNWs is important for further scaling up the flexible OPV modules.

a, Histograms of efficiencies of 1-cm2 flexible cells on AgNWs on PET (PET/AgNWs) electrodes and AgNWs-em-PVA electrodes (20 cells for each). b, Fabrication process of the large-area AgNWs-em-PVA flexible transparent electrode. c, AFM images of the surfaces of PET/AgNWs and AgNWs-em-PVA. Scale bar, 1 µm. Distribution bars represent the surface height. d, A picture of a fabricated AgNWs-em-PVA flexible transparent electrode with a size of 20 cm × 30 cm.
Figure 2b shows the fabrication process of the large-area AgNWs-em-PVA flexible transparent electrode. The AgNWs were first deposited on a flexible polyethylene terephthalate (PET) substrate by doctor blading. Then, the PVA layer was coated on top of the PET/AgNWs. After the PVA dried, the AgNWs-em-PVA was peeled off from the PET surface. Figure 2d shows a picture of a fabricated AgNWs-em-PVA flexible transparent electrode with a size of 20 cm × 30 cm. The sheet resistance of AgNW on PET before transfer was 20 ohm (Ω) per square. After transfer, the sheet resistance of the AgNWs-em-PVA was 20.2 Ω per square. The unchanged sheet resistance suggests that: AgNWs were fully transferred from PET into PVA substrate; the PVA embedding did not deteriorate the electrical conductance of the AgNWs.
Figure 2c shows atomic force microscopy (AFM) images of the AgNWs on PET and the AgNWs-em-PVA. The AgNWs deposited on PET were rough with a root mean square value of 29.3 nm. The root mean square value of the AgNWs-em-PVA was substantially reduced to 1.74 nm after embedding. The height variation is less than 20 nm. The samples were also characterized by scanning electron microscopy (SEM) as shown in Supplementary Fig. 5. The AgNWs-em-PVA showed a smooth surface. The 30-nm PEI-Zn could cover the AgNWs-em-PVA, which explains that the 41-cm2 OPV modules show low leakage current density (Supplementary Fig. 6). In addition, another polymer substrate of parylene is used to fabricate embedded AgNWs electrodes. The 41-cm2 flexible module on AgNWs-em-parylene electrode also showed good device performance: VOC = 11.73 V, ISC = 68.45 mA, FF = 69.43%, PCE = 13.60% (Supplementary Fig. 7).
For the optimization of the sheet resistance (Rsq) of the embedded AgNWs transparent electrode, Supplementary Fig. 8 shows the effect of different Rsq of AgNWs-em-PVA on the device performance of the flexible modules. Three different Rsq of 10, 20, 50 Ω per square were tested. The Rsq at 20 Ω per square delivered the highest efficiency: VOC = 11.70, ISC = 68.99 mA, FF = 0.72 and PCE = 14.08%. When the Rsq was reduced to 10 Ω per square, the FF of the modules increased to 0.74 but the ISC decreased to 65.36 mA due to the optical transmittance loss and the PCE slightly decreased to 13.77%. When the Rsq increased to 50 Ω per square, the ISC of the modules increased to 70.68 mA but the FF was reduced to 0.61 due to the electrical conduction loss, and the PCE decreased to 12.09%.
Laser tolerance of active layer and AgNW electrode
The electrical contact between the top electrode of a subcell and the bottom electrode of the next subcell is through the P2 as shown in Fig. 1a. The active layer at P2 should be removed to form ohmic contact between the adjacent subcells. Meanwhile, the bottom electrode needs to keep intact during the patterning of P2. That requires the bottom electrode has higher laser etching tolerance than the active layer (FBE > FAL, where FBE and FAL are laser fluence needed for etching the bottom electrode and the active layer, respectively).
We studied the laser etching fluence of AgNWs-em-PVA (FAgNWs-em-PVA) and organic active layer (FAL), respectively. To obtain the FAgNWs-em-PVA, resistance change was monitored after laser etching with different laser fluence (pictures of laser etching on AgNWs-em-PVA shown in Supplementary Fig. 11a). The initial resistance is defined R0 and the resistance after laser etching is R. As shown in Fig. 3c, the ratio of R0/R started to decrease when the laser fluence was 0.19 J cm−2. When the fluence was 0.22 J cm−2, the R became infinity (R0/R = 0), which suggests the removal of AgNW. Thus, the FAgNWs-em-PVA is 0.22 J cm−2. The averaged FAgNWs-em-PVA is 0.21 ± 0.01 J cm−2 over ten samples. We have also characterized the laser fluence tolerance of AgNWs embedded into other polymer substrates, that is, AgNWs-em-polyimide and AgNWs-em-parylene. Their laser fluence tolerance were 0.24 ± 0.02 J cm−2 for AgNWs-em-polyimide and 0.28 ± 0.02 J cm−2 for AgNWs-em-parylene, which is comparable to that for AgNWs-em-PVA (Supplementary Fig. 9). The laser tolerance of AgNWs-em-PVA coated by different thicknesses of PEI-Zn was characterized (Supplementary Fig. 10). The PEI-Zn coating didn’t substantially increase the laser fluence tolerance of AgNWs-em-PVA. The FAgNWs-em-PVA/PEI-Zn was 0.21–0.24 J cm−2 when the thickness of PEI-Zn varied from zero to 94 nm.

a, Performance of the module (41 cm2) with deposited Ag, Cr/Ag or bare at P2. b, Device structure adopted to evaluate the laser fluence needed for removing active layer; the dashed line represents the current path through the area where the active layer was removed by laser. Vertical resistance and VOC as a function of laser fluence applied to the active layer. Data are presented as mean values ± standard deviation over ten samples. c–e, Resistance evolution (R0/R) as a function of laser fluence applied to: AgNW (c); Ag (40 nm) before and after annealing (100 °C per 10 min in a nitrogen glovebox) (d); Cr (5 nm)/Ag (40 nm) before and after annealing (100 °C per 10 min in a nitrogen glovebox) (e). A break from 0.87 to 1.95 was inserted in the x axis in d. There are no data points in the break region. Data are presented as mean values ± standard deviation over ten samples. Curves drawn on top of data are guides to the eye. f, Laser fluence needed for removing active layer; laser fluence that is safe to AgNWs, Ag (before and after annealing) and Cr/Ag (before and after annealing). Data are presented as mean values ± standard deviation over ten samples. The dashed blue lines are guides to the eye for comparison of the laser fluence values.
For the active layers that are not conductive, we adopted a device structure (Fig. 3b) to characterize the fluence needed to remove the active layer (FAL). The structure is similar to that of the photovoltaic device. The difference is that the active layer was treated by laser etching with different laser fluence before MoO3/Ag top electrode was deposited. Vertical resistance and VOC of the device (as an OPV cell) were measured to study the laser fluence (FAL) needed to fully remove the active layer. As shown in Fig. 3b, the vertical resistance between the electrodes decreased as the laser fluence increased: 105 Ω (0.21 J cm−2), 330 Ω (0.53 J cm−2), 36 Ω (0.57 J cm−2) and 12 Ω (0.76 J cm−2). When the fluence was higher than 0.77 ± 0.01 J cm−2, the resistance stabilized at 12 Ω. The fluence of 0.77 ± 0.01 J cm−2 is the FAL for completely removing the active layer. The trend was also confirmed by VOC of the devices with laser etched active layer (Fig. 3b). The VOC decreased as the laser fluence increased: 0.81 V (0.21 J cm−2), 0.43 V (0.53 J cm−2), 0.07 V (0.57 J cm−2) and 0 V (0.76 J cm−2). The J–V characteristics of the devices with active layer etched by different laser fluence were shown in Supplementary Fig. 12. Non-zero VOC suggests Schottky rather than ohmic contact. Ohmic contact between the top and bottom electrode is desired to reduce the contact resistance between adjacent subcells in flexible modules. Thus, the FAL for PM6:BTP-eC9:PC71BM active layer is 0.77 ± 0.01 J cm−2 as determined by both vertical contact resistance and the VOC of the device.
The FAL values of the active layer with different thicknesses and compositions were also measured. As shown in Supplementary Fig. 13a, when the thickness of the PM6:BTP-eC9:PC71BM active layer varied from 115 to 262 nm, the FAL is similar in the range of 0.75–0.79 J cm−2. The FAL values of three widely used high-performance active layers are also similar: 0.77 ± 0.01 J cm−2 (PM6:BTP-eC9:PC71BM), 0.78 ± 0.02 J cm−2 (D18-Cl:N3:PC61BM), 0.77 ± 0.02 J cm−2 (PM6:L8-BO); Supplementary Fig. 13b. These values are higher than the FAgNWs-em-PVA (0.21 ± 0.01 J cm−2).
Then there was no suitable laser etching window because the required fluence for removing active layer of PM6:BTP-eC9:PC71BM is >0.77 ± 0.01 J cm−2 while the bottom AgNWs-em-PVA could only withstand the laser fluence <0.21 ± 0.01 J cm−2. When a laser fluence of 0.77 ± 0.01 J cm−2 was used to etch the active layer at P2, the flexible module (41 cm2) with AgNWs-em-PVA bottom electrode (14 subcells) showed low photovoltaic performance: VOC = 5.97 V, ISC = 53.75 mA, FF = 30%, PCE = 2.31% (Fig. 3a).
Cr/Ag lines improving contact between adjacent subcells
To create a laser etching window of removing the active layer and keeping AgNWs-em-PVA intact, a 40-nm Ag or Cr (5 nm)/Ag (40 nm) was deposited on the AgNWs-em-PVA/PEI-Zn at P2 to protect the bottom AgNWs-em-PVA electrode from being damaged during the laser etching of active layer. The deposition of Ag or Cr/Ag enhanced photovoltaic performance (Fig. 3a). With Ag at P2, the 41-cm2 flexible module (14 subcells) showed photovoltaic performance: VOC = 11.43 V, ISC = 68.58 mA, FF = 65%, PCE = 12.38% (12.18 ± 0.19%, averaged over 15 modules). The photovoltaic data are summarized in Supplementary Table 2. With Cr/Ag at P2, the 41-cm2 modules (14 subcells) showed higher performance: VOC = 11.70 V, ISC = 68.99 mA, FF = 72%, active area PCE = 14.08% (14.05 ± 0.15%, averaged over 15 modules). For the thickness optimization of the Cr/Ag, 5-nm Cr (with 40-nm Ag) showed higher laser fluence tolerance than other thicknesses of Cr (2, 5, 10, 20 nm) (with 40-nm Ag) (Supplementary Fig. 14a). On 5-nm Cr films, the laser fluence tolerance of different thicknesses of Ag (20, 40, 60, 80 nm) was measured (Supplementary Fig. 14b). As the thickness of Ag increased, the laser fluence tolerance increased. At a thickness of 40 nm, the FCr/Ag (2.61 ± 0.01 J cm−2) is substantially higher than the FAL (0.77 ± 0.01 J cm−2). Further increase the thickness of Ag (on Cr) at P2 would cause non-uniform coating of the active layer films. Therefore, the thickness of Cr/Ag adopted at P2 in the module is 5/40 nm.
Figure 3d shows that the laser fluence needed to etch 40-nm Ag (FAg) was 2.09 ± 0.02 J cm−2. That is much higher than the fluence needed to remove active layer (FAL, 0.77 ± 0.01 J cm−2). This indicates the 40-nm Ag could protect the bottom AgNWs-em-PVA electrode from being damaged during the active layer etching. However, during experiments, it was common to observe 40-nm Ag at the P2 was damaged during laser etching of the active layer (Supplementary Fig. 15a). We found that FAg substantially decreased after thermal annealing. After thermal annealing at 100 °C for 10 min which was needed to optimize the active layer morphology, the fluence for etching the annealed 40-nm Ag film (FAg-annealed) decreased to 0.78 ± 0.02 J cm−2 (Fig. 3d). That is close to the fluence required for removing the active layer of 0.77 ± 0.01 J cm−2 (FAL). The narrow laser etching window for simultaneously removing active layer and keeping bottom electrode intact caused the efficiency loss of the flexible modules.
The reduced laser etching tolerance of the Ag film after thermal annealing is because the Ag film aggregated under thermal annealing. Figure 4a shows the SEM images of Ag (40 nm) and Cr (5 nm)/Ag (40 nm) films before and after thermal annealing at 100 °C for 10 min in a nitrogen glovebox. Before thermal annealing, both films were uniform and dense. After thermal annealing, a large void area appeared and Ag clusters accumulated inside the Ag film. In contrast, the Cr/Ag film remained dense after thermal annealing. Figure 4b shows the optical transmittance of the Ag and Cr/Ag before and after the thermal annealing. After thermal annealing, the Ag film (without the Cr layer) showed a substantial increase of the transmittance in the range of 300–1,000 nm, whereas the transmittance of Cr/Ag was almost unchanged after the thermal annealing. Resistance evolution of 40-nm Ag and Cr (5 nm)/Ag (40 nm) was measured after annealing at 100 °C for a different time. As shown in Fig. 4c, the resistance of the Ag film continuously increased, about 2.53 ± 0.18 times of the initial value after annealed for 30 min, whereas the resistance of Cr/Ag remained unchanged compared with the initial resistance. The increase of the transmittance and resistance of the Ag film after annealing is due to the appearance of the voids on the films. The Ag film tends to aggregate, which is associated with its high surface tension (890 mN m−1)35. The introduction of Cr can effectively suppress the aggregation of the thin Ag film.

a,b, SEM images (a) and transmittance (b) of Ag (40 nm) and Cr (5 nm)/Ag (40 nm) films deposited on PEI-Zn surface before and after thermal annealing at 100 °C for 10 min. c, Resistance evolution of Ag and Cr/Ag annealed at 100 °C in a nitrogen glovebox. Data are presented as mean values ± standard deviation over ten samples. d, Pictures of bending test (bending radius: 2 mm) on a flexible module. The module was rolled from head to tail on a cylinder to ensure each subcell and the P2 contact being bent. Arrows show the rolling directions. e, Efficiency evolution of 41-cm2 flexible modules (with Ag or Cr/Ag) under continuous bending cycles in air. Data are presented as mean values ± standard deviation over five modules. f, Evolution of normalized (Norm.) photovoltaic parameters of the 41-cm2 flexible modules under continuous LED illumination with an intensity equivalent to one sun at about 50 °C in N2; the initial efficiencies were 14.04 ± 0.07% for modules with Cr/Ag at P2 and 12.28 ± 0.16% for modules with Ag at P2. Data are presented as mean values ± standard deviation over five modules. Curves drawn on top of data are guides to the eye.
The annealed Ag film with clusters and void area has lower laser etching tolerance (FAg-annealed, 0.78 ± 0.02 J cm−2) than the dense silver film (FAg, 2.09 ± 0.02 J cm−2). Heat from laser etching was generated in femto- to pico-seconds. PVA has a low thermal conductivity of 0.31 W m−1 K−1 (ref. 36), which is much lower than that of the silver film (406 W m−1 K−1)37. The heat dissipated mainly along the Ag area. For the dense Ag film, heat could dissipate along 360° directions (Supplementary Fig. 16a). For AgNWs or Ag clusters (with void area), heat dissipates only along the axials of the AgNWs and the welding nodes (Supplementary Fig. 16b). The void regions in AgNWs or annealed Ag films delay the heat dissipation. Heat accumulated inside the AgNWs or clusters causes their ablation. According to the Wiedemann–Franz law, the electronic contribution of the thermal conductivity is proportional to the conductivity at a particular temperature. The sheet resistance of AgNWs (20 Ω per square) is about 10 times higher than that of Cr (5 nm)/Ag (40 nm) film (2.1 Ω per square). The higher electrical resistance accounts for the poorer thermal conductivity. Thus, the laser tolerance of AgNWs or aggregated Ag films is lower than that of the dense Ag film.
The thin Cr prevents the Ag film aggregating under thermal annealing. The Cr/Ag film kept reflective after annealed at 100 °C for 10 min in nitrogen while the Ag film became foggy after annealing (Supplementary Fig. 17). The non-annealed Ag film was highly reflective and could be used as a mirror to see a steel ruler, whereas the annealed Ag film could not. Figure 3e shows that the Cr (5 nm)/Ag (40 nm) has high laser etching tolerance with a FCr/Ag of 2.61 ± 0.01 J cm−2 before annealing and remained a high value of 2.58 ± 0.03 J cm−2 after thermal annealing. Thus, with a Cr/Ag at P2, there is a wide laser fluence window (0.77 ± 0.01 < F < 2.58 ± 0.03 J cm−2; Fig. 3f) for removing the active layer while the bottom AgNWs-em-PVA remains intact.
Stability of the large-area flexible OPV modules
Figure 4d shows the bending test (the bending direction is parallel to the cell strip) on the module (41 cm2) that was rolled from head to tail on a cylinder with a radius (r) of 2 mm to ensure each subcell and the P2 contact being bent. Figure 4e shows efficiency evolution of flexible modules with Ag (40 nm) or Cr (5 nm)/Ag (40 nm) at P2 under continuous bending. The flexible modules with Cr/Ag at P2 maintained 93.2 ± 2.2% of its initial efficiency after 4,000 bending cycles, whereas the flexible modules with Ag at P2 remained 76.5 ± 2.8% of its initial efficiency. In addition, we also tested the bending stability of modules with Cr/Ag at P2 under perpendicular bending (to the cell strip). The module efficiency remained 94.8 ± 2.1% of its initial efficiency after 4,000 bending cycles with a r of 2 mm (Supplementary Fig. 18), which is comparable to that after parallel bending (remaining 93.2 ± 2.2% after 4,000 bending cycles). The bending test was also performed on small-area (1 cm2) cell. The cell maintained 96.6 ± 1.8% of its initial efficiency at a bending r of 2 mm (Supplementary Fig. 19).
To understand the difference in the bending performance between the modules with Ag or Cr/Ag at P2, we measured the resistance evolution of 40-nm Ag and Cr (5 nm)/Ag (40 nm) after bending cycling at a r of 2 mm. As shown in Supplementary Fig. 20, the resistance of Ag film increased to 1.41 ± 0.05 times of its initial value after 4,000 bending cycles, whereas the resistance of Cr/Ag increased to only 1.08 ± 0.03 times of the initial resistance. The improvement of the bending fatigue stability of the device and metal films is attributed to the introduction of Cr. The Cr improved the adhesion between Ag and PEI-Zn. The adhesion was characterized by using the ultrafast laser to scribe the films into 0.5 cm × 0.5 cm pieces (Supplementary Fig. 21a) and then the adhesion force was measured. The adhesion of Ag film was 0.143 ± 0.005 MPa (PEI-Zn/Ag) and Cr/Ag was 0.242 ± 0.007 MPa (PEI-Zn/Cr/Ag) (Supplementary Fig. 21b). During the experiments, it was also observed that the Ag line floated and wrinkled when it was coated and soaked by 2-methoxyethanol PEI-Zn solution for 10 min (Supplementary Fig. 22), which suggests the weak adhesion between the Ag and the bottom surface. For the Cr/Ag film, this phenomenon was not observed. The improved adhesion at P2 is beneficial for the mechanical flexibility. In addition to Cr, Ni was also used for improving the adhesion between the Ag and PEI-Zn. The adhesion increased from 0.143 ± 0.005 MPa (PEI-Zn/Ag) to 0.195 ± 0.009 MPa (PEI-Zn/Ni/Ag), as shown in Supplementary Fig. 21. A flexible module with Ni (5 nm)/Ag (40 nm) at P2 also showed high performance (VOC = 11.65 V, ISC = 68.98 mA, FF = 71.54%, PCE = 14.02%; Supplementary Fig. 23).
Figure 4f shows evolution of the photovoltaic parameters (VOC, JSC, FF, RS and PCE) of 41-cm2 flexible modules under continuous light-emitting diode (LED) illumination with an intensity equivalent to one sun at about 50 °C tested in a nitrogen glovebox (light spectrum shown in Supplementary Fig. 24). I–V characteristics of the module under the LED lamp for stability test are shown in Supplementary Fig. 25. The flexible modules showed similar I–V characteristics under the LED illumination and under 1 sun illumination. The flexible modules with Cr/Ag at P2 maintained 90.4 ± 2.3% of its initial efficiencies (14.04 ± 0.07%) after continuous illumination for 912 h, whereas the flexible modules with Ag at P2 maintained 69.3 ± 3.8% of its initial efficiencies (12.28 ± 0.16%) after 312 h illumination. From the evolution of VOC, JSC, FF and RS, it can be seen that the change of the RS and FF is the main reason of the PCE degradation of the modules with Ag at P2 (Fig. 4f). RS of the modules with Ag at P2 increased from 21.98 ± 1.14 Ω to 33.97 ± 1.47 Ω, and the FF decreased to 73.4 ± 3.5% of its initial value after 312 h illumination. In contrast, RS of the module with Cr/Ag at P2 only slightly increased from 15.7 ± 0.43 Ω to 17.1 ± 0.45 Ω, and the FF maintained 96.2 ± 2.4% after 912 h illumination. The introduction of 5-nm Cr (under Ag) improves the illumination stability of the large-area flexible modules. Resistance evolution of 40-nm Ag and Cr/Ag at 50 °C (module temperature under illumination; Supplementary Fig. 26) was monitored. As shown in Supplementary Fig. 27, the resistance of Ag film continuously increased to 1.20 ± 0.02 times of the initial value after 900 hours, whereas the resistance of Cr/Ag remained nearly unchanged compared to the initial resistance. The introduction of Cr improves the stability of electrical connection between adjacent subcells at P2 and therefore improves the stability of the module performance.
Conclusions
In summary, we have achieved high-efficiency and stable large-area flexible organic photovoltaic modules by improving electrical contact. Smooth large-area flexible transparent electrodes were fabricated by embedding silver nanowires into polymer substrates to reduce the electrical shunt in large-area modules. A Cr (5 nm)/Ag (40 nm) film was deposited between the adjacent subcells to form efficient and stable electrical contact. The introduction of Cr/Ag films created the wide laser processing windows where the organic active layer could be completely removed and meanwhile the bottom AgNWs transparent electrode could be kept intact. The deposited thin Cr could suppress the thin Ag film to form aggregation under heat. It simultaneously improves the electrical contact for high efficiency with enhanced laser etching tolerance and also device stability under continuous mechanical bending and light illumination.
The large-area flexible modules achieved a certified power conversion efficiency of 14.04% with an active area of 41 cm2. Modules with an active area of 370 cm2 (assembled by nine pieces of monolithic) showed a certified efficiency of 13.10% and a high open-circuit voltage of 103.51 V. The large-area flexible modules could retain 90.4 ± 2.3% of the initial efficiency after continuous illumination for 912 hours. The high efficiency and stability would push the flexible organic photovoltaic technology towards practical applications.
Methods
Materials
PVA (Mn is about 1.46–1.86 × 105, hydrolysis 87–89%) was purchased from Sigma-Aldrich. Parylene C precursor was purchased from Penta Technology (Suzhou) Co. AgNWs (diameter: 30 nm, length: 30–50 μm) were purchased from Zhejiang Kechuang Advanced Materials Technology. Zinc acetate dehydrate, methoxyethanol and PEIE (80% ethoxylated solution, 37 wt% in H2O) were purchased from Sigma-Aldrich. Polymer donor PM6 (PBDB-T-2F) was purchased from Volt-Amp Optoelectronics Tech. Fullerene acceptors of PC71BM and non-fullerene acceptors of BTP-eC9 were purchased from Solarmer Materials Inc. and Hyper Inc. Polymer donor materials of D18-Cl and Non-fullerene acceptors of N3 and L8-BO were purchased from eFlexPV Technology (Shenzhen) Co. Fullerene acceptors of PC61BM were purchased from Xi’an Polymer Light Technology. Chromium, nickel and silver for thermal evaporation were purchased from ZhongNuo Advanced Material Technology. Poly(dimethylsiloxane) (PDMS) films were prepared by a mixture of base and cross-linker (10:1, weight ratio, PP2-OE41, Gelest. Inc.). MoO3 (99.99%) was purchased from Sigma-Aldrich. Flexible PET substrates were purchased from Nanjing Dongchen Electronic Materials Co.
Fabrication of large-area silver nanowire electrode embedded in PVA or parylene
For AgNWs-em-PVA electrode, PDMS was blade coated on glass with a coating speed of 10 mm s−1 and a blade–substrate gap of 500 μm in air, followed by thermal annealing at 150 °C for 10 min. Then, the flexible PET substrate was adhered to glass/PDMS. AgNWs was blade coated on PET with a coating speed of 10 mm s−1 and a blade–substrate gap of 150 μm on 50 °C substrate, followed by thermal annealing at 130 °C for 5 min. Subsequently, AgNWs were patterned for P1 line using femtosecond lasers (YSL photonics, Wuhan) with a fluence of 0.22 J cm−2. Then, PVA (8 wt% in water) was bladed coated on PET/AgNWs with a coating speed of 10 mm s−1 and a blade–substrate gap of 1,000 μm at room temperature in air, followed by drying in an oven at 65 °C for 3 h. After the PVA film was dried, it was peeled off from the PET to obtain AgNWs-em-PVA electrode. The area of the fabricated AgNWs-em-PVA flexible electrodes was up to 20 cm × 30 cm. For AgNWs-em-parylene electrode, AgNWs was blade coated on glass/surfactant (Micro-90, 1 wt% in water) with a coating speed of 10 mm s−1 and a blade–substrate gap of 150 μm on 50 °C substrate, followed by thermal annealing at 130 °C for 5 min. After parylene C film was grown on AgNWs using a coating system (PTP-3V, Penta Technology), the film with AgNWs embedded was peeled off from glass substrate to obtain AgNWs-em-parylene electrode.
Fabrication of rigid or flexible small-area OPV cells
For rigid small-area OPV cells with a configuration of glass/ITO/PEI-Zn/PM6:BTP-eC9:PC71BM/MoO3/Ag, ITO-coated glass was cleaned with soap water, deionized water and isopropanol for 15 min and dried with N2 flow. The cleaned ITO-coated glass was then treated by air plasma for 3 min. The PEI-Zn solution was prepared based on our previous report33. The PEI-Zn solution was then spin coated on ITO glass substrates at 3,500 r.p.m. for 40 s and annealed at 130 °C in air for 10 min. The sample were then transferred to a N2-filled glovebox for the preparation of the active layer. PM6:BTP-eC9:PC71BM (1:1:0.2, a total concentration of 20.9 mg ml−1) in chlorobenzene with 0.5 vol% DIO was spin coated at 1,500 r.p.m. for 40 s followed by annealing at 100 °C for 10 min in a N2-filled glovebox yielding a thickness of 143 nm. Finally, MoO3 (8 nm) and Ag (100 nm) were evaporated on top of the active layers through a shadow mask. The effective area of the device was 0.041 or 1 cm2.
For flexible small-area OPV cells with a configuration of AgNWs-em-PVA/PEI-Zn/PM6:BTP-eC9:PC71BM/MoO3/Ag, the AgNWs-em-PVA electrode was attached to a glass/PDMS. Then, the other layers of PEI-Zn/PM6:BTP-eC9:PC71BM /MoO3/Ag were fabricated in the same conditions as those on the rigid glass substrates.
Fabrication of flexible large-area OPV modules
For flexible large-area (the active area is 41 cm2) OPV modules, the AgNWs-em-PVA or AgNWs-em-parylene electrode with patterned P1 was attached to a glass/PDMS substrate. After that, the PEI-Zn layer was deposited on the AgNWs-em-PVA or AgNWs-em-parylene cathode by blade coating with a coating speed of 10 mm s−1 and a blade–substrate gap of 150 μm on 50 °C substrate in air followed by thermal annealing at 130 °C for 10 min. Ag (40 nm) or Cr (5 nm)/Ag (40 nm) lines (120–300 μm wide) were thermally deposited next to the P1 through a shadow mask. The PM6:BTP-eC9:PC71BM active layer was blade coated with a coating speed of 20 mm s–1 and a blade–substrate gap of 150 μm at room temperature in air, heated at 100 °C for 10 min in a N2-filled glovebox. Subsequently, P2 line was patterned at the position of pre-evaporated Ag or Cr/Ag using the femtosecond laser with a fluence of 0.76 J cm−2. Finally, MoO3 (10 nm) and Ag (300 nm) were evaporated on top of the active layers through a shadow mask. For the 370-cm2 flexible module, nine flexible modules with an active area of about 41 cm2 (based on the AgNWs-em-PVA electrode) were connected in series using copper tape, as shown in Supplementary Fig. 28.
Characterization of film and devices
Resistance across the AgNWs-em-PVA, Ag film and Cr/Ag film were tested using a multimeter (VC890E). Power of the femtosecond laser was measured by a laser power meter (TS35-TP100). The thicknesses of films were characterized using a surface profilometer (DEKTAK XT, Bruker) with a stylus force of 3 mg. SEM images of the films were obtained by Nova NanoSEM 450. AFM images of the films were performed in tapping mode on a Shimadzu SPM9700. Transmittance spectra of films were measured using an ultraviolet–visible–near infrared spectrophotometer (UV-3700, Shimadzu Scientific Instruments). Adhesion was tested by a tensile machine (WDF-100). J–V characteristics of small-area (0.041 cm2 and 1 cm2) devices were measured using a Keithley 2400 SourceMeter under 100 mW cm−2 AM1.5 G solar simulator (Newport 94023A-U) in a N2-filled glovebox. The small-area devices were measured with a step voltage of 0.04 V and dwell time of 0.2 s for every point. External quantum efficiency (EQE) of OPV cells was measured using a Quantum Efficiency Measurement Instrument QE-R (Enlitech Co.). J–V characteristics of 41-cm2 flexible modules (with Ag and Cr/Ag, respectively) were measured using a Keithley 2400 SourceMeter under 100 mW cm−2 AM1.5 G from a 1,000 W solar simulator (Newport 94063 A) with the spot size of 6 inches in air. The 41-cm2 flexible modules (with Ag and Cr/Ag, respectively) were measured with a step voltage of 0.11 V and dwell time of 0.1 s for every point. The LBIC mapping image was collected using a LBIC equipment (professional model, Q1-22-GU, InfinityPV) with the laser wavelength of 520 nm. The module stability was tested under continuous LED illumination (M-10-750, Suzhou D&R Instruments) with an intensity equivalent to one sun in a nitrogen glovebox. Temperature of the modules reached about 50 °C measured using an infrared thermal imaging camera (TiS65, Fluke). The 41-cm2 and 370-cm2 flexible modules were certified in National Photovoltaic Product Quality Inspection & Testing Center (Chengdu) under a large-area solar simulator (Apollo-ss2622-AAA) using a Keithley 2430 SourceMeter in air at a temperature of 25 °C and humidity of 50%.
Reporting summary
Further information on research design is available in the Nature Portfolio Reporting Summary linked to this article.
Data availability
The datasets analysed and generated during the current study are included in the paper and its Supplementary Information. Source data are provided with this paper.
References
Park, S. et al. Self-powered ultra-flexible electronics via nano-grating-patterned organic photovoltaics. Nature 561, 516–521 (2018).
Inganas, O. Organic photovoltaics over three decades. Adv. Mater. 30, e1800388 (2018).
Cui, Y. et al. Wide-gap non-fullerene acceptor enabling high-performance organic photovoltaic cells for indoor applications. Nat. Energy 4, 768–775 (2019).
Zhang, G. et al. Renewed prospects for organic photovoltaics. Chem. Rev. 122, 14180–14274 (2022).
Yoon, S. et al. High-performance scalable organic photovoltaics with high thickness tolerance from 1 cm2 to above 50 cm2. Joule 6, 2406–2422 (2022).
Jiang, Z. et al. Highly efficient organic photovoltaics with enhanced stability through the formation of doping-induced stable interfaces. Proc. Natl Acad. Sci. USA 117, 6391–6397 (2020).
Wang, Y. et al. Origins of the open-circuit voltage in ternary organic solar cells and design rules for minimized voltage losses. Nat. Energy 8, 978–988 (2023).
Jiang, Y. et al. An alcohol-dispersed conducting polymer complex for fully printable organic solar cells with improved stability. Nat. Energy 7, 352–359 (2022).
Dennler, G., Lungenschmied, C., Neugebauer, H., Sariciftci, N. S. & Labouret, A. Flexible, conjugated polymer-fullerene-based bulk-heterojunction solar cells: basics, encapsulation, and integration. J. Mater. Res. 20, 3224–3233 (2005).
Krebs, F. C., Fyenbo, J. & Jørgensen, M. Product integration of compact roll-to-roll processed polymer solar cell modules: methods and manufacture using flexographic printing, slot-die coating and rotary screen printing. J. Mater. Chem. 20, 8994–9001 (2010).
Hösel, M., Søndergaard, R. R., Jørgensen, M. & Krebs, F. C. Fast inline roll-to-roll printing for indium-tin-oxide-free polymer solar cells using automatic registration. Energy Technol. 1, 102–107 (2013).
Carlé, J. E. et al. Overcoming the scaling lag for polymer solar cells. Joule 1, 274–289 (2017).
Kubis, P. et al. High precision processing of flexible P3HT/PCBM modules with geometric fill factor over 95%. Org. Electron. 15, 2256–2263 (2014).
Lucera, L. et al. Highly efficient, large area, roll coated flexible and rigid OPV modules with geometric fill factors up to 98.5% processed with commercially available materials. Energy Environ. Sci. 9, 89–94 (2016).
Han, Y. et al. 12.42% monolithic 25.42 cm2 flexible organic solar cells enabled by an amorphous ITO-modified metal grid electrode. Adv. Mater. 34, e2110276 (2022).
Shen, Y. F. et al. In situ absorption characterization guided slot-die-coated high-performance large-area flexible organic solar cells and modules. Adv. Mater. 35, e2209030 (2023).
Kwon, H.-C. et al. Overcoming the low-surface-energy-Induced wettability problem of flexible and transparent electrodes for large-area organic photovoltaic modules over 500 cm2. Adv. Energy Mater. 12, 2200023 (2022).
Choi, S. et al. ITO-free large-area flexible organic solar cells with an embedded metal grid. Org. Electron. 17, 349–354 (2015).
Mao, L. et al. Flexible large-area organic tandem solar cells with high defect tolerance and device yield. J. Mater. Chem. A 5, 3186–3192 (2017).
Qin, F. et al. 54 cm2 large-area flexible organic solar modules with efficiency above 13%. Adv. Mater. 33, e2103017 (2021).
Xie, C., Liu, Y., Wei, W. & Zhou, Y. Large-area flexible organic solar cells with a robust silver nanowire-polymer composite as transparent top electrode. Adv. Funct. Mater. 33, 2210675 (2022).
Yu, J. S. et al. Silver front electrode grids for ITO-free all printed polymer solar cells with embedded and raised topographies, prepared by thermal imprint, flexographic and inkjet roll-to-roll processes. Nanoscale 4, 6032–6040 (2012).
Dong, X. et al. Flexible nonfullerene organic solar cells based on embedded silver nanowires with an efficiency up to 11.6%. J. Mater. Chem. A 7, 1989–1995 (2019).
Wang, Z. et al. Manipulating the macroscopic and microscopic morphology of large-area gravure-printed ZnO films for high-performance flexible organic solar cells. Energy Environ. Mater. 7, e12592 (2023).
Sun, L. et al. Flexible all-solution-processed organic solar cells with high-performance nonfullerene active layers. Adv. Mater. 32, e1907840 (2020).
Sun, Y. et al. Flexible organic photovoltaics based on water-processed silver nanowire electrodes. Nat. Electron. 2, 513–520 (2019).
Zeng, G. et al. Realizing 17.5% efficiency flexible organic solar cells via atomic-level chemical welding of silver nanowire electrodes. J. Am. Chem. Soc. 144, 8658–8668 (2022).
Azani, M. R., Hassanpour, A. & Torres, T. Benefits, problems, and solutions of silver nanowire transparent conductive electrodes in indium tin oxide (ITO)-free flexible solar cells. Adv. Energy Mater. 10, 2002536 (2020).
Heise, G. et al. Demonstration of the monolithic interconnection on CIS solar cells by picosecond laser structuring on 30 by 30 cm2 modules. Prog. Photovolt. Res. Appl. 23, 1291–1304 (2015).
Palma, A. L. et al. Laser-patterning engineering for perovskite solar modules with 95% aperture ratio. IEEE J. Photovolt. 7, 1674–1680 (2017).
Brooks, K. G. & Nazeeruddin, M. K. Laser processing methods for perovskite solar cells and modules. Adv. Energy Mater. 11, 2101149 (2021).
Tam, K. C., Kubis, P., Maisch, P., Brabec, C. J. & Egelhaaf, H. J. Fully printed organic solar modules with bottom and top silver nanowire electrodes. Prog. Photovolt. Res. Appl. 30, 528–542 (2021).
Qin, F. et al. Robust metal ion-chelated polymer interfacial layer for ultraflexible non-fullerene organic solar cells. Nat. Commun. 11, 4508 (2020).
Cui, Y. et al. Single-junction organic photovoltaic cells with approaching 18% efficiency. Adv. Mater. 32, e1908205 (2020).
Sangiorgi, R., Muolo, M. L. & Passerone, A. J. A. M. Surface tension and adsorption in liquid silver-oxygen alloys. Acta Metall. 30, 1597–1604 (1982).
Xie, X. et al. Thermal conductivity, heat capacity, and elastic constants of water-soluble polymers and polymer blends. Macromolecules 49, 972–978 (2016).
Choi, J. H., Ryu, K., Park, K. & Moon, S.-J. Thermal conductivity estimation of inkjet-printed silver nanoparticle ink during continuous wave laser sintering. Int. J. Heat. Mass Transf. 85, 904–909 (2015).
Acknowledgements
The work was supported by the National Natural Science Foundation of China (grant numbers 52273180, 51973074) and the special innovation funds of Wuhan National Laboratory for Optoelectronics. We also thank the Analytical and Testing Center of Huazhong University of Science and Technology for providing the facilities to conduct characterizations. We acknowledge J. Hu, D. Xue and S. Wang at Institute of Chemistry, Chinese Academy of Sciences for providing facilities and help on the measurement of LBIC mapping.
Author information
Authors and Affiliations
Contributions
X.L. and Y.Z. conceived the idea. X.L and Y.L. fabricated the flexible large-area organic solar cells modules. X.L. and C.X. tested the large-area modules and performed the stability measurement of the large-area modules. X.L., H.Z. and K.F. performed the fabrication, measurement and optimization of flexible small-area solar cells. X.L. and Z.X. tested the laser ablation threshold of the films. X.L. and W.W. measured EQE. X.L. wrote the first draft of the paper. Y.Z. supervised the research and revised the paper. All the authors revised and approved the paper.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Peer review
Peer review information
Nature Energy thanks Weiwei Li, Chang-Zhi Li, Hae Jung Son and the other, anonymous, reviewer(s) for their contribution to the peer review of this work.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Supplementary Information
Supplementary Figs. 1–28 and Tables 1 and 2.
Supplementary Data 1
Data for Supplementary Fig. 10.
Supplementary Data 2
Data for Supplementary Fig. 13a.
Supplementary Data 3
Data for Supplementary Fig. 14.
Supplementary Data 4
Data for Supplementary Fig. 18b.
Supplementary Data 5
Data for Supplementary Fig. 19.
Supplementary Data 6
Data for Supplementary Fig. 20.
Supplementary Data 7
Data for Supplementary Fig. 27.
Supplementary Data 8
Data for Supplementary Table 1.
Supplementary Data 9
Data for Supplementary Table 2.
Source data
Source Data Fig. 1
Current–voltage data, histograms of efficiencies.
Source Data Fig. 2
Histograms of efficiencies.
Source Data Fig. 3
Statistical source data, histograms of laser fluence.
Source Data Fig. 4
Statistical source data.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Lu, X., Xie, C., Liu, Y. et al. Increase in the efficiency and stability of large-area flexible organic photovoltaic modules via improved electrical contact. Nat Energy (2024). https://doi.org/10.1038/s41560-024-01501-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41560-024-01501-1
