
Abstract
Although the principal physical behaviour of a material is inherently connected to its fundamental crystal structure, the behaviours observed in the real-world are often driven by the microstructure, which for many polycrystalline materials, equates to the size and shape of the constituent crystal grains. Here we highlight a cutting edge synthesis route to the controlled engineering of grain structures in thin films and the simplification of associated 3-dimensional problems to less complex 2D ones. This has been applied to the actinide ceramic, uranium dioxide, to replicate structures typical in nuclear fission fuel pellets, in order to investigate the oxidation and subsequent transformation of cubic UO2 to orthorhombic U3O8. This article shows how this synthesis approach could be utilised to investigate a range of phenomena, affected by grain morphology, and highlights some unusual results in the oxidation behaviour of UO2, regarding the phase transition to U3O8.
Similar content being viewed by others
Introduction
The nature of grains and grain boundaries is crucial to our understanding of the behaviour of polycrystalline materials1,2,3,4. The relationship between these defect-dense regions and the misaligned crystal grains can be affected by geometries, such as tilt and twist angles, and by impurities, which tend to precipitate and segregate5,6. All this complexity can have dramatic consequences on critical properties, such as mechanical strength, electrical and thermal conductivities, and corrosion resistance5,6,7,8,9,10. In this paper, we demonstrate an approach to controlled grain engineering, which reduces a three dimensional problem to two dimensions, yielding new results in an important applied materials system in the nuclear industry.
Uranium dioxide is the most prevalent fission fuel and is used world-wide in over 400 nuclear reactors11. Typical fuel pellets are small cylinders of 1 cm height and diameter and are placed inside fuel pins several metres long. There are tens of thousands of fuel pins in a reactor core, resulting in more than 10 million fuel pellets in an average, water-moderated reactor11. This means that there are more than 30,000 tonnes of UO2 fuel currently in operation. This fuel is most commonly manufactured by sintering powdered UO2 at high temperature and pressure to achieve densities approaching 97%12.
During operation the fission process causes severe structural transformations, driven by the kinetic energy of daughter nuclei and emitted neutrons. There is an enormous amount of heat deposited in the fuel pellets, which is transported away by the coolant in the core, however, the fundamental thermal conductivity of UO2 is particularly poor and this results in large thermal gradients across only a few mm. Centreline temperatures can reach 1500 ∘C with the outer edge of the fuel pellet just a 300 ∘C13. These effects cause grain growth in the centre of the pellet, with average grain sizes of about 50 microns, becoming smaller radially outwards, down to an average size of 10 microns in the so-called rim-structure12,14,15,16,17 (see Fig. 1A, C). The grain structure is particularly important in two crucial stages of the fuel lifetime; (1) affecting the thermal transport and migration of fission products during operation and (2) affecting oxidation and corrosion post-operation during interim and final storage, especially in aqueous environments12,14,15,16,17,18,19.

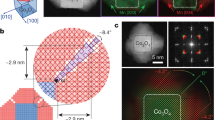
A A cross-section of irradiated nuclear fuel15. B EBSD data collected from UO2 thin films samples deposited onto un-annealed, 2 h and 8 h-annealed polycrystalline YSZ substrates, with an average grain size of 14.2 ± 0.2 μm, 31.7 ± 0.3 μm, and 45.8 ± 0.4 μm, respectively, demonstrating the ability to engineer samples with desired grain structure. C Schematic representation of thermal gradient (red 1500 ∘C → blue 300 ∘C) across the fuel pellet and resulting increase in the uranium dioxide grain size. D Schematic of the reduction of a three-dimensional granular structure into two dimensions by producing nanometre-thick columns of micon-size diameter grains.
The use of thin film deposition techniques to synthesise fission fuel materials is gaining traction as a viable and, in some cases, preferred route for test and experimentation20,21. The bulk fuel material is complex making it difficult to deconvolve the many contributing factors. Spent nuclear fuel presents even more of a problem as the handling of such highly radioactive material is only possible in a handful of specialist laboratories. A thin film approach to fuel synthesis creates a macroscopic surface with limited thickness, typically tens to hundreds of nanometres, where radioactivity levels are very low; a 100-nm thick, 1 cm2 sample is 1.5 Bq. It is then possible to control structural and chemical parameters, such as crystallographic orientation, strain, and stoichiometry21. We present a unique mode of growth that can engineer the grain size of high temperature ceramics, such as UO2, without requiring the extremely high temperatures required in bulk materials. This process relies on a 1:1 substrate match, combined with careful heat treatment and surface preparation of substrate materials, before deposition.
The pre-treatment of the substrate material can be used to selectively engineer desired average grain sizes (see Fig. 1C). The columnar-type growth of these epitaxial grains means that although the lateral grain dimensions mimic those of the underlying polycrystal, the in-plane microstructure is uniform along the growth direction. This approach has distinct advantages for any depth-dependent studies, as a complex 3D problem is effectively reduced to two dimensions (see Fig. 1D). This approach can be adapted to a wide variety of materials, where grain size-dependent effects are of interest. We have applied this method to uranium dioxide, which is most familiar in a small cylindrical sintered pellet form for nuclear fuel. Here we present the first images of UO2 synthesised in this way in order to investigate the grain orientation-dependent oxidation to U3O8. This process follows the oxidation sequence as: UO2 ⇒ U4O9 ⇒ U3O7 ⇒ U3O8, with nucleation and growth kinetics6,10,12,22,23,24,25,26,27,28,29.
This is of direct industrial interest in the initial processing and eventual disposal of nuclear fuel. The precise mechanism of UO2 oxidation is still not fully understood and there are outstanding questions regarding the transformation of UO2 to U3O8. Here we have discovered some peculiar results, which could shed light on a specific crystallographic route for this phase transition.
Results
Sample synthesis and grain engineering
The UO2/YSZ system (YSZ is yttria-stabilised zirconia) is an example of a 1:1, or so-called cube on cube matched epitaxial relationship, used to produce single crystal films to study surface and interfacial effects on pristine fuel material30,31. The ability to match grains of UO2 onto YSZ is demonstrated in Fig. 1B, which shows electron-backscatter images from the surface of 100-nm polycrystalline films of stoichiometric UO2, where the final deposited surface requires no further mechanical treatment (avoiding possible influence of mechanical polishing and defect formation), typically necessary to achieve high-quality electron backscatter diffraction (EBSD) patterns from bulk material. Polycrystalline substrates of YSZ were heat-treated and polished flat before reactive dc magnetron sputtering of UO2, which required no further treatment to get the observed patterns. The three samples shown here are chosen to represent three positions across a fuel pellet and have grain orientation distribution akin to that found in bulk material, but with average grain sizes of 14.2 ± 0.2 μm, 31.7 ± 0.3 μm and 45.8 ± 0.4 μm (errors here are represented by the standard error). In a bulk material any measurement of the surface properties that is any deeper than the first few atomic layers will be affected by the grain structure along the surface normal. Our polyepitaxial growth mechanism avoids these issues, creating columnar grains matched along the underlying YSZ grain directions, where the lateral grain structure remains constant as a function of depth (see Fig. 1D). This provides an ideal scenario to study and engineer grain effects for a wide range of materials properties. Here we focus on the effect of grain size, orientation and grain boundary volume on the oxidation of UO2.
X-ray diffraction investigation of oxidation process
The lattice parameter of the as-grown samples was 5.476(2) Å, similar to values reported for the bulk material12,32,33,34. The polycrystalline character of the sample was confirmed by comparing measured integrated intensities with predicted structure factor intensities. Based on the (111) being the strongest intensity 100%, the measured values for (220) and (002) were 48 ± 3% and 34 ± 3%, with expected theoretical values 47% and 36%, respectively, exhibiting minimal preferential texture. The lattice parameter as a function of x in the UO2+x system was observed to have non-Vegard character as reported by Elorrieta et al.35. The oxidation of polyepitaxial UO2 thin films was performed in two stages. In the first stage, the sample was exposed to 200 mbar of O2 at 150 ∘C for 16 h (Supplementary Fig. 1). The lattice constant first shrinks in the region below x = 0.13, and then slightly expands for 0.13 < x < 0.17 before shrinking again for x above 0.17. The final product at this stage was identified as tetragonal U3O7, as c is 1.9% longer than a36,37,38. No further oxidation was observed, as expected in this temperature range10,22.
In the second stage of the experiment, the pressure of oxygen was kept constant at 200 mbar, and the temperature was increased to 300 ∘C. The Longitudinal scans were collected every 0.5 h for 48 h, and a selection of these are shown in Fig. 2A. A general decrease in the intensity is observed for (111), (002) and (220) reflection assigned to the UO2+x structure as the cubic/tetragonal structure undergoes a phase transition to the orthorhombic structure of U3O8. This coincides with an increase in the observed intensities of the U3O8 reflections within the XRD pattern. To better illustrate this process, an area under each peak was extracted, normalised to the highest value and plotted against time as shown Fig. 2B.

A Example longitudinal XRD patterns collected during oxidation polyepitaxial UO2 thin film at 200 mbar of oxygen at 300 ∘C over 48 h. The right peak on the UO2 (220) column is associated with the XRD sample stage. Data is represented by open circles and fit by line. B Normalized Bragg’s peaks area for 3 main orientations of cubic UO2 system and orthorombic U3O8 ploted over time. The data shows faster oxidation along (002) orientation, and characteristic nucleation and growth kinetics.
The kinetics of oxidation from UO2+x to U3O8 presented in Fig. 2B. are in good agreement with the sigmoidal nucleation-and-growth mechanism described in literature for this phase transition12,22,25,39,40,41,42. The induction period, where the initial rate of oxidation is very low, takes place during first the 10 h of the oxidation process. After this time, the oxidation rate gradually increases to a maximum, and this linear region12 is observed from around 13 to 21 h. When the reaction approaches completion, it tails off, finishing after 44 h with the sample completely oxidised to U3O8.
Data presented here is in contradiction to what was reported by Allen et al.23,24, where the oxidation rate of UO2 was suggested to be highest for the [111] orientation due to epitaxial relations with U3O8, followed by [110] and slowest for [001]. The [001] oriented grains within the polyepitaxial sample oxidised quickest, and no UO2+x {002} reflection was observed after 23 h. There is no significant difference between kinetics observed for the [111] and [110] oriented grains. This might suggest that there is potentially crystallographic relationship between the [001] orientation of UO2+x and orthorhombic U3O8.
In situ electron observation of oxidation
To further explore the potential of a polyepitaxial system, a UO2 sample was oxidised in situ in a High Temperature Environmental Scanning Electron Microscope (HT-ESEM). Prior to oxidation an area of sample was marked and mapped using EBSD. Selected images taken during this in situ oxidation experiment are shown in Fig. 3A–C. Clear cracking of the surface is observed as a result of the 36% volume expansion12,22,29,35 associated with transition to U3O8. The kinetics extracted from this process as the percentage of the damaged area to the entire area are provided in Fig. 3E. The characteristic nucleation and grow character is also independently observed in this experiment.

A SEM image of marked area of polyepitaxial UO2 thin film before oxidation, B example of an SEM image taken during partial oxidation to U3O8, and C SEM image taken after full oxidation to U3O8. The cracking of the thin films is attributed to the volume expansion associated with this phase transition. D an overlap of EBSD map and SEM image. Red markers indicates locations where cracking related to formation of U3O8 started. From a total of 28 points where the cracking started, 21 points were located on the grain boundaries (75%). This indicates that not only the crystallographic orientation of the grain has to be take into consideration, but also the density of the grain boundaries. E Kinetics extracted from the SEM images based on the ratio of the fractured area to the entire area. With reference to (A–C), data are represented by open circles, and the fit is represented by a solid red line. Typical nucleation and growth mechanism is observed. F SEM image taken after sample oxidation showing some grains that did not lose integrity. G Higher magnification of a U3O8 grain mirroring the initial UO2 grain.
The ignition centres, observed as cracks related to oxidation, were extracted and are indicated by red markers on the overlay of SEM and EBSD maps in Fig. 3D. In 75% of cases the oxidation-related cracking was observed at the grain boundaries, which is expected and has been previously demonstrated that oxidation preferentially occurs along the grain boundaries, and then advances from boundary to the centre of the grains6,12. This shows that faster oxidation rate correlate to regions of UO2 with higher grain boundary density. Post-oxidation examination of the sample revealed U3O8 grains within the polyepitaxial sample that did not disintegrate, Fig. 3F, G. This would suggest a unique crystallographic relationship between UO2 and U3O8 along the UO2 [001] direction.
Discussion
The combined use of XRD, SEM and EBSD on polyepitaxial UO2 deposited onto specially engineered YSZ substrates has demonstrated that it is possible to mimic the grain structure of the nuclear fuel. This was achieved through different heat annealing treatments of the substrate producing similar variations in the grain size morphology of the thin film to that observed in pristine and irradiated sintered pellets of UO2. The polycrystalline character of the system, was confirmed by XRD. EBSD results showed that the grain size could be controlled within 10–50 μm without needing to expose UO2 to high temperatures. Although, other have discussed grain-to-grain epitaxy43,44 or domain-matching epitaxy45, none has realised the power of this method to controllably engineer grain structure to study material properties in the way presented here. This new high-quality system with constant lateral grain structure, and ability to acquire desired grain boundary density by controlling the average grain size, could open new areas of further investigation.
Here we have used it to look at the UO2 ⇒ U3O8 oxidation transformation. Data collected using in situ XRD and SEM approaches has shown good agreement with the characteristic kinetics of the transition12, and the importance of the grain boundary density3,46,47,48,49. The SEM data confirms recent simulation studies, were it has been shown that oxidation predominantly takes place along the grain boundaries before advancing from the boundaries towards the centre of grains6. Our data shows that the [001] orientation is most readily oxidised, in contradiction to previous studies which report a [111] > [110] > [001] order of oxidation rate23,24. The sample system demonstrated here can be used for further studies to confirm faster oxidation in fuel with finer grain due to the faster oxygen diffusion in the grain boundary3,6,12.
Notably, although most grains transforming from UO2 to U3O8 experienced a high degree of disintegration due to the extreme volume expansion (36%), a small number of grains remained laterally unaffected, and appeared to expand along the surface normal. This suggests a possible crystallographic relationship between UO2 and U3O8 that needs further study.
Methods
Reactive DC magnetron sputtering
Polyepitaxial thin film samples were fabricated using reactive DC magnetron sputtering system at the FaRMS (Facility for Radioactive Materials Surfaces) at the University of Bristol21. The system operates at a base pressure of 1 × 10−10 mbar, with 5.5N argon used as the main sputtering gas at a pressure of 7.3 × 10−3 mbar. To grow polyepitaxial UO2 a depleted uranium target was used, and a partial pressure of 2 × 10−5 mbar of O2. Substrates were held at elevated temperature of 650 ∘C to assist crystalline growth of UO2. With calibrated deposition rate, the growth time was controlled to achieve roughly a 100-nm-thick layer of UO221.
Substrate preparation
To investigate the effect of grain structure on UO2 oxidation, polyepitaxial UO2 thin films were grown on polycrystalline ceramic of yttrium stabilized zirconia (Y2O3)0.08(ZrO3)0.92 substrates obtained commercially from MTI Corporation, with dimensions 10 × 10 × 0.5 mm, polished to <100 Å root mean square (rms) roughness.
The structure of uranium dioxide is cubic fluorite, with space group of UO2 is \({{{\rm{Fm}}}}\overline{3}{{{\rm{m}}}}\), No. 225, with a lattice constant at room temperature 5.47 Å12,32,33,34. A good match between the thin film and the substrate helps to reduce lattice strain and structural defects.
In the work of Bao et al.50 a match between [001] oriented thin film of UO2 and the [001]-oriented substrates of calcium fluoride (CaF2) and lanthanum aluminate (LAO) was reported. The yttria-stabilized zirconia (YSZ) substrate to grow a [001] single crystal of UO2 was reported by Strehle et al.30. Later all three orientations [111], [110], and [001] of YSZ were used by Rennie et al.31 to produce single crystals of UO2 for corrosion studies. In this project, YSZ was selected due to its suitability for surface preparation, given its ease of mechanical polishing and relatively straightforward induction of grain growth.
Lateral grain sizes of the YSZ substrates was increased by annealing them in a tube furnace. This process was carried out in air atmosphere, at 1600 ∘C. The heating ramp rate was set to 15 ∘C/min, and the same rate was used for cooling down. During heat treatment the roughness of the material increased due to changes in the grain size and shape, to obtain a smooth and clean surface, polishing and cleaning processes were applied.
To assist with the surface preparation process, annealed substrates were encapsulated in ClaroCit resin (Struers). The first stage of polishing process for one side polished YSZ was P1200, followed by P2500 and P4000 silicon carbide (SiC) abrasive papers (Buehler). Time needed for each step was between 3 and 20 min, based on the surface quality assessment performed using an optical microscope. The polishers used during this stage were Buehler Metaserv, operated at speed of 600 rpm, with water flow. The ECOMET polishers were used in next stage. Diamond pastes with 3, 1, 0.25, and 0.1 μm sizes were used, together with MetaDi fluid lubricant (Buehler). The three polishers with higher grades, use MasterTex polishing cloths fitted to a wheel, while the last one was fitted with MicroCloth. The last step of the polishing process involves use of a Vibro-Polisher (with 50 nm of Colloidal Silica), at medium vibration speed for 24 h.
The initial cleaning stage involved ultrasonicating the substrate in a 500 ml beaker filled with 250 ml acetone for 1 h to remove larger resin contaminants from the sample. Once this step was completed, the sample was rinsed with acetone and underwent an additional 45 min of ultrasonication in clean acetone. Subsequently, to further eliminate organic contaminants, the substrates were immersed in ethanol and subjected to ultrasonic treatment for 1 h, then rinsed with ethanol. The same procedures were then repeated using isopropanol. Following the cleaning process with these three solvents, the surface was dried using a flow of warm, clean air to prevent residue buildup.
In situ X-ray analysis
X-ray diffraction (XRD) measurements were performed using a Philips X’Pert PRO MPD diffractometer with a Cu-Kα source, configured for Bragg-Brentano diffraction geometry, with specialized mirror designed to reflect Cu-Kβ away from the detector. The footprint width of the X-ray beam on the sample surface was 10 mm, and the incident programmable divergence slit, located 240 mm away from the sample, was set to 0.5∘. The step size was 0.05∘ and counting time per step was 2s, with sample being held stationary. The in situ oxidation experiment was performed utilizing the Anton Paar HTK 1200 high temperature environment chamber, each time at a constant oxygen pressure of 200 mbar. Lattice parameters were extracted using a least-squares fitting routine of Pseudo-Voigt peak profiles.
SEM characterization
The initial sample characterisation, including EBSD, measurement were conducted at an acceleration voltage of 30 keV and aperture of 120 μm using Zeiss Sigma High Definition Variable Pressure Field Emission SEM with EDAX Electron Backscatter Diffraction detector. To analyse the data OIM AnalysisTM (EDAX) software was used. The same microscope was used to characterise sample surface post-oxidation.
The in situ SEM oxidation experiment was performed using a HT-ESEM at the Institut de Chimie Separative de Marcoule (ICSM) in Marcoule, France, model: FEI Quanta 200 FEG ESEM, Thermo Fisher Scientific, Massachusetts, USA. The insertion was performed in air. Samples were heated under an atmosphere of 3.5 mbar of oxygen. Once the signs of the oxidation were visible, temperature was held constant. The sample regions underwent continuous monitoring throughout the entire duration of the experiment, with images being recorded at intervals of 3–5 s. All pictures were recorded with the same magnification of ×250, corresponding to an area of 512 × 470 μm2.
Fiji ImageJ51 software, with in-built functions, was used to analyse the surface changes during the sample treatment. The sample surface cracking due to oxidation and further expansion of the crack propagation was monitored by measuring the percentage of the damaged surface to the entire ROI. The background of each photo was generated using a Gaussian-blurred version of the image and then subtracting it from the original. To enhance the contrast between the oxidised and the pristine areas of the sample, a series of find edges and smooth functions were used. In the next step Gaussian-blurred or Medina filters were applied.
Data availability
The data will be available in the University’s Data Repository in a form suitable for long-term retention and wider publication. Available from the corresponding author upon request.
References
Clarke, D. R. Grain boundaries in polycrystalline ceramics. Annu. Rev. Mater. Sci. 17, 57–74 (1987).
Watanabe, T. Grain boundary engineering: historical perspective and future prospects. J. Mater. Sci. 46, 4095–4115 (2011).
Cantwell, P. R. et al. Grain boundary complexion transitions. Annu. Rev. Mater. Res. 50, 465–492 (2020).
Krause, A. R. et al. Review of grain boundary complexion engineering: know your boundaries. J. Am. Ceram. Soc. 102, 778–800 (2019).
Yajima, S., Furuya, H. & Hirai, T. Lattice and grain-boundary diffusion of uranium in UO2. J. Nucl. Mater. 20, 162–170 (1966).
Liu, M., Kang, Q. & Xu, H. Grain-scale study of the grain boundary effect on UO2 fuel oxidation and fission gas release under reactor conditions. Chem. Eng. Sci. 229, 116026 (2021).
Sabioni, A. C. S., Ferraz, W. B. & Millot, F. Effect of grain-boundaries on uranium and oxygen diffusion in polycrystalline UO2. J. Nucl. Mater. 278, 364–369 (2000).
Millett, P. C., Tonks, M. R. & Biner, S. Grain boundary percolation modeling of fission gas release in oxide fuels. J. Nucl. Mater. 424, 176–182 (2012).
Andersson, D. A. et al. Multiscale simulation of xenon diffusion and grain boundary segregation in UO2. J. Nucl. Mater. 462, 15–25 (2015).
Lim, H. C. et al. Effects of microstructural constraints on the transport of fission products in uranium dioxide at low burnups. J. Nucl. Mater. 477, 24–36 (2016).
Bayraktar, M. & Pamik, M. Nuclear power utilization as a future alternative energy on icebreakers. Nucl. Eng. Technol. 55, 580–586 (2023).
McEachern, R. J. & Taylor, P. A review of the oxidation of uranium dioxide at temperatures below 400 ∘C. J. Nucl. Mater. 254, 87–121 (1998).
Wilson, P. The Nuclear Fuel Cycle: From Ore to Wastes (Oxford University Press, 1996).
Devanathan, R. et al. Modeling and simulation of nuclear fuel materials. Energy Environ. Sci. 3, 1406–1426 (2010).
Suzuki, M., Sugiyama, T. & Fuketa, T. Thermal stress analysis of high-burnup LWR fuel pellet pulse-irradiated in reactivity-initiated accident conditions. J. Nucl. Sci. Technol. 45, 1155–1164 (2008).
Sonoda, T. et al. Transmission electron microscopy observation on irradiation-induced microstructural evolution in high burn-up UO2 disk fuel. Nucl. Instrum. Methods Phys. Res. Sect. B: Beam Interact. Mater. At. 191, 622–628 (2002).
Spino, J., Vennix, K. & Coquerelle, M. Detailed characterisation of the rim microstructure in PWR fuels in the burn-up range 40–67 GWd/tM. J. Nucl. Mater. 231, 179–190 (1996).
Shoesmith, D. W. Fuel corrosion processes under waste disposal conditions. J. Nucl. Mater. 282, 1–31 (2000).
Springell, R. et al. Water corrosion of spent nuclear fuel: radiolysis driven dissolution at the UO2/water interface. Faraday Discuss. 180, 301–311 (2015).
Vallejo, K. D. et al. Advances in actinide thin films: synthesis, properties, and future directions. Rep. Prog. Phys. 85, 123101 (2022).
Springell, R. et al. A review of uranium-based thin films. Adv. Phys. 71, 87–165 (2023).
Rousseau, G. et al. A detailed study of UO2 to U3O8 oxidation phases and the associated rate-limiting steps. J. Nucl. Mater. 355, 10–20 (2006).
Allen, G., Tempest, P. & Tyler, J. The formation of U3O8 on crystalline UO2. Philos. Mag. B 54, L67–L71 (1986).
Allen, G. C., Tempest, P. A. & Tyler, J. W. Oxidation of crystalline UO2 studied using X-ray photoelectron spectroscopy and X-ray diffraction. J. Chem. Soc., Faraday Trans. 1: Phys. Chem. Condens. Phases 83, 925–935 (1987).
Allen, G. & Holmes, N. A mechanism for the UO2 to α-U3O8 phase transformation. J. Nucl. Mater. 223, 231–237 (1995).
Geønvold, F. & Haraldsen, H. Oxidation of uranium dioxide (UO2). Nature 162, 69–70 (1948).
Leinders, G. et al. Low-temperature oxidation of fine UO2 powders: a process of nanosized domain development. Inorg. Chem. 55, 3915–3927 (2016).
Idriss, H. Surface reactions of uranium oxide powder, thin films and single crystals. Surf. Sci. Rep. 65, 67–109 (2010).
Quémard, L. et al. On the origin of the sigmoid shape in the UO2 oxidation weight gain curves. J. Eur. Ceram. Soc. 29, 2791–2798 (2009).
Strehle, M. M. et al. Characterization of single crystal uranium-oxide thin films grown via reactive-gas magnetron sputtering on yttria-stabilized zirconia and sapphire. Thin Solid Films 520, 5616–5626 (2012).
Rennie, S. et al. The role of crystal orientation in the dissolution of UO2 thin films. Corros. Sci. 145, 162–169 (2018).
Barrett, S., Jacobson, A., Tofield, B. & Fender, B. The preparation and structure of barium uranium oxide BAUO3+x. Acta Crystallogr. Sect. B: Struct. Crystallogr. Cryst. Chem. 38, 2775–2781 (1982).
Swanson, H. E. Standard X-ray Diffraction Powder Patterns Vol. 25 (US Department of Commerce, National Bureau of Standards, 1955).
Desgranges, L., Baldinozzi, G., Rousseau, G., Niepce, J.-C. & Calvarin, G. Neutron diffraction study of the in situ oxidation of UO2. Inorg. Chem. 48, 7585–7592 (2009).
Elorrieta, J., Bonales, L., Rodríguez-Villagra, N., Baonza, V. & Cobos, J. A detailed raman and X-ray study of UO2+x oxides and related structure transitions. Phys. Chem. Chem. Phys. 18, 28209–28216 (2016).
Smith, D., Scheetz, B., Anderson, C. A. & Smith, K. Phase relations in the uranium-oxygen-water system and its significance on the stability of nuclear waste forms. Uranium 1, 79–111 (1982).
Leinders, G. et al. Assessment of the U3O7 crystal structure by x-ray and electron diffraction. Inorg. Chem. 55, 9923–9936 (2016).
Leinders, G. et al. Charge localization and magnetic correlations in the refined structure of U3O7. Inorg. Chem. 60, 10550–10564 (2021).
Aronson, S., Roof Jr, R. & Belle, J. Kinetic study of the oxidation of uranium dioxide. J. Chem. Phys. 27, 137–144 (1957).
Hoekstra, H., Santoro, A. & Siegel, S. The low temperature oxidation of UO2 and U4O9. J. Inorg. Nucl. Chem. 18, 166–178 (1961).
Desgranges, L., Baldinozzi, G., Simeone, D. & Fischer, H. Refinement of the α-U4O9 crystalline structure: new insight into the U4O9 → U3O8 transformation. Inorg. Chem. 50, 6146–6151 (2011).
Walker, D. The oxidation of uranium dioxides. J. Appl. Chem. 15, 128–135 (1965).
Hwang, C., Geiss, R. H. & Howard, J. K. Imaging of the grain-to-grain epitaxy in NiFe/FeMn thin-film couples. J. Appl. Phys. 64, 6115–6117 (1988).
Bhat, A. P. & Ramadurai, R. et al. Grain to grain epitaxy-like nano structures of (Ba, Ca)(ZrTi)O3/CoFe2O4 for magneto–electric based devices. ACS Appl. Nano Mater. 3, 11098–11106 (2020).
Estandía, S., Dix, N., Chisholm, M. F., Fina, I. & Sánchez, F. Domain-matching epitaxy of ferroelectric Hf0.5Zr0.5O2(111) on La2/3Sr1/3MnO3(001). Cryst. Growth Des. 20, 3801–3806 (2020).
Campbell, T. K., Gilbert, E. R., White, G. D., Piepel, G. F. & Wrona, B. J. Oxidation behavior of nonirradiated UO2. Nucl. Technol. 85, 160–171 (1989).
Taylor, P., Burgess, E. A. & Owen, D. G. An X-ray diffraction study of the formation of β-UO2.33 on UO2 pellet surfaces in air at 229 to 275 ∘C. J. Nucl. Mater. 88, 153–160 (1980).
Guenther, R. et al. Dry storage experience with spent fuel and high-level and transuranic wastes. Trans. Am. Nucl. Soc. 46 (1984).
Campbell, T. K., Gilbert, E. R., Thornhill, C. K. & Wrona, B. J. Oxidation behavior of spent UO2 fuel. Nucl. Technol. 84, 182–195 (1989).
Bao, Z. et al. Antiferromagnetism in UO2 thin epitaxial films. Phys. Rev. B 88, 134426 (2013).
Schneider, C. A., Rasband, W. S. & Eliceiri, K. W. NIH Image to ImageJ: 25 years of image analysis. Nat. methods 9, 671–675 (2012).
Acknowledgements
This research was supported by the Bristol Centre for Functional Nanomaterials, Centre for Doctoral Training, the University of Bristol Facility for Radioactive Materials Surfaces (FaRMS), funded by the UK Engineering and Physical Sciences Research Council [EP/V035495/1], and the TRANSCEND consortium on nuclear waste and decommissioning, also funded by the UK Engineering and Physical Sciences Research Council [EP/S01019X/1].
Author information
Authors and Affiliations
Contributions
J.W.: Conceptualisation, substrate preparation, sample fabrication, EBSD data collection and analysis, in situ XRD experiment and data analysis, SEM data collection and analysis, HT-ESEM data analysis, figures, original draft preparation. J.S.: Substrate preparation, sample preparation, EBSD data collection and analysis. R.P.: In-situ HT-ESEM data collection and analysis. J.L.: Sample preparation, XRD data collection. R.S.: Conceptualisation, data analysis, supervision, manuscript review and editing. All authors discussed and contributed to the writing of the paper.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Wasik, J., Sutcliffe, J., Podor, R. et al. Polyepitaxial grain matching to study the oxidation of uranium dioxide. npj Mater Degrad 8, 68 (2024). https://doi.org/10.1038/s41529-024-00479-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41529-024-00479-1
