
Abstract
The biodegradation behavior and mechanical properties of Mg-Sr-Y alloys were systematically investigated for the medical application. The alloy (Mg-0.3Sr-0.5Y) exhibits a comparable UTS as 111.53 MPa and shows a general uniform degradation behavior with low corrosion rate as only 0.823 mm y−1 in Hanks’ solution. The simultaneous solid solution of Y in α-Mg phase and in Mg17Sr2 phase reduces the micro-galvanic corrosion. Additionally, the formation of a compact composite film of Mg(OH)2, Y2O3 and Sr-substituted phosphate (Sr-HA) delivers the protection for the matrix. Low corrosion rate, fine precipitates and dispersed Y rich-zones, which hinder the corrosion propagation, further guarantees a uniform degradation behavior. While, with increasing Sr content, the corrosion resistance is deteriorated because of the formed continuous distribution of Mg17Sr2 along grain boundaries. By tailoring composition and structure, Mg-Sr-Y alloys with balanced mechanical and bio-degradation properties can be promising for the bio-applications.
Similar content being viewed by others

Introduction
Magnesium (Mg) alloys, as the current lightest structural metal material, are widely applied in the transportation, energy storage, and other weight-saving-required fields1,2,3,4,5,6,7. Specially, Mg alloys are also promising biomaterials for the bone implants, bioresorbable heart scaffold and etc.8,9,10,11 because of their excellent biocompatibility as being one of the essential elements in the human body and bone tissues12. Additionally, thanks to the low standard electrode potential of Mg (−2.37 V), Mg alloy materials in the human body can be gradually dissolved and adsorbed, avoiding the secondary surgery2,13. However, the degradation rate of Mg alloys in the physiological environment is too fast for a necessary biomedical-required maintaining period11. The hydrogen gas (H2) bubbles produced during the degradation process can obstruct blood flow during the blood diffusion circulation, and lead to possible serious post-operative danger14. Therefore, uniform degradation with a low rate is required for the promising Bio-magnesium alloys.
Alloying method is one of the main ways to improve the properties of Mg alloys, and the selection of suitable alloying elements with appropriate content can effectively improve the corrosion resistance of Mg alloys4. Wang et al.2 indicated that the corrosion resistance of Mg alloys after alloying with certain alloying elements can be affected by the grain refinement, the formation of protective films, the properties of second phases, and the macro and micro distribution of the potential differences. In biodegradation studies, biocompatibility and biodegradability in the physiological environment is a key factor in the selection of alloying elements. Therefore, some alloying elements, which though are reported to be able to effectively improve the corrosion resistance of Mg alloys in vivo and in vitro environment, should be excluded for the bio incompatibility in the physiological environment15. For example, aluminum (Al) is widely employed in some commercial magnesium alloys AZ31, AZ61, AZ91 and is also reported to be able to have balanced corrosion resistance and mechanical properties16,17. However, studies have shown that Al is cytotoxic and harmful to humans, and some degree of accumulation is believed to be related to various mental diseases such as Alzheimer’s disease and dementia18,19.
Biocompatible alloying elements such as strontium (Sr) and yttrium (Y) have been reported to be alloyed in Mg alloys to provide suitable biodegradable properties and biomechanical properties20,21,22,23. The alloying element Sr has been reported to be one of the nutritional elements present in the human body24, and can promote bone growth and inhibit bone resorption as an osteogenic factor25,26,27,28. Sr in the Mg alloys can refine the grain as well as the second phases29. To be concluded, the appropriate amount of addition of Sr can improve both the degradation behavior and the tensile properties of Mg alloys30,31,32. Brar et al.30 have studied the corrosion behavior of as-cast Mg-Sr binary alloys in the Hanks’ solution and indicated that the Mg-0.5 Sr (wt.%) alloy exhibits a low corrosion rate as 1.49 mm y−1. The low corrosion rate was attributed to the grain refining effect of Sr and the formation of a relatively small amount of second phases due to the addition of a small amount of Sr, where the micro-galvanic corrosion is reduced. Gong et al.33 indicated that due to the fine grain size, lower volume fraction of secondary phases and higher stability of the corrosion layer, the as-cast Mg-5Zn alloy with 0.2 wt.% Sr addition shows excellent corrosion resistance in 0.9% NaCl and Hanks’ solutions as ~6.06 mm y−1 and 3.5 mm y−1, respectively. Rare earth elements (RE) are considered to have a positive effect on the corrosion resistance and mechanical properties of Mg alloys34,35. They also have a “scavenging” effect on impurities which are detrimental for the corrosion resistance of Mg alloys36. It is reported that the alloying Y addition could be a good choice for Mg alloy brackets18. He et al.20 reported the Y-containing extruded Mg-Zn-Mn alloys formed a protective film during the corrosion process in Hanks’ solution, which improves the corrosion resistance. Chen et al.37 reported that the addition of 0.5Y (wt.%) in as-cast Mg-Zn-Zr alloy showed excellent corrosion resistance in Hanks’ solution, where the addition of Y element makes the corrosion products compact and protective. Chou et al.38 reported that Mg-Y-Ca-Zr alloys can be used as biomaterials for orthopedic and craniofacial implants, where the corrosion rate of the alloy with 4 wt.% Y calculated by the corrosion current is only 0.11 mm y−1 and Y strengthens the passivation effect.
However, no related studies on the biodegradation of Mg-Sr-Y alloys have been reported up to now. To further facilitate the application of Mg alloys in the medical industry, the degradation behavior and the mechanical properties of Mg-Sr-Y ternary alloys were studied in this work. The Mg-Sr-Y ternary alloys with different compositions were prepared to study the effect of alloying elements and their corresponding contents on the degradation behavior and mechanical properties of Mg-Sr-Y alloys.
Results
Microstructure and phase compositions
The XRD patterns of the as-cast SW alloys with a size of 10 × 10 × 5 mm are shown in Fig. 1. All cast alloys are composed of α-Mg and the intermetallic Mg17Sr2 and Mg24Y5 phases. The intensities of some Mg17Sr2 peaks increase with the increasing Sr content (SW53), indicating that the amount of Mg17Sr2 phase is increased with the increasing Sr addition. Similarly, some peaks of Mg24Y5 phase with increased intensity appear in the spectrum of SW35, indicating that the amount of Mg24Y5 phase increases with the increasing Y content in the alloy.

a XRD patterns of the SW alloys from 20°−90°, b XRD patterns of the SW alloys from 33°–35°.
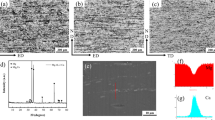
The SEM observation and EDS point analysis for cast SW alloys are shown in Fig. 2a1–c2. The EDS results show that the second phases of SW cast alloys are composed of grayish Mg17Sr2 phase (marked with blue box) and bright white Mg24Y5 phase (marked with red box), which is consistent with the XRD results. As shown in Fig. 2a, the second phases of the SW33 alloy are small with size around 1 to several micrometers and discretely distributed. Figure 2b shows that the increasing Y addition in SW33 alloy can promote the precipitation of second phases and some light-gray-shadow regions rich of Y around the second phases were presented. These regions connect the second phases by forming a network structure. Figure 2c shows that the increasing Sr addition can more effectively facilitate the formation of intermetallic phases which are continuous along the grains’ boundaries. In addition, the EDS results, as shown in Fig. 2a2–c2, indicate that the Y has a certain solubility in α-Mg phase (point 4) and substitution in Mg17Sr2 phase (point 1 and point 2) in the cast alloys. The increasing Y addition can increase the solubility of Y in α-Mg phase (point 4) and substitution of Y in Mg17Sr2 phase. The amount of the second phases increases with the increasing Sr and/or Y content in the alloy, and the fractions of the second phases in the alloys were calculated by the software Image-Pro 6.0 as shown in Fig. 2a3–c3. The fraction of second phases of SW33, SW35 and SW53 alloys is 3.59%, 5.67% and 6.32%, respectively. The total fractions of second phases of SW35 and SW53 alloys are higher than that of SW33 since they have higher alloying element contents. It is noteworthy that the fraction of the second phases of SW35 alloy is slightly lower than that of SW53 alloy, which can be attributed to the higher solid solubility of Y in the α-Mg phase than that of Sr in the α-Mg phase.

a–c Low magnification, a1–c1 high magnification; a2–c2 corresponding EDS point analysis; a3–c3 corresponding second phase fractions of alloys.
In order to further explore the effect of Y substitution in Mg17Sr2 phase on the corrosion behavior, the surface potential distribution of SW35 alloy was measured by KPFM. Figure 3 shows the surface potential between Mg17Sr2 and α-Mg phase and the corresponding potential distribution along the marked line. Due to the potential is applied to the silicon probe, the bright areas and dark areas actually represent the low and high potential distribution, respectively. As shown in Fig. 3b, the potential of Mg17Sr2 with the substitution of Y is about 21.79 mV higher than that of α-Mg phase. Ding et al. reported that the potential of pure Mg17Sr2 is 100 mV higher than that of α-Mg phase39 using the same characterization method. Hence, it can be concluded that the Y substitution in Mg17Sr2 can effectively decrease its potential and weaken the micro-galvanic corrosion between the Mg17Sr2 and α-Mg phase and therefore improve the corrosion resistance of alloys.

Potential distribution (a) and the line-profile analysis (b) of SW35 alloy.
Mechanical properties
The stress-strain curves of cast alloys are shown in Fig. 4a. Compared with the SW33 alloy, the SW35 alloy has a higher strength and elongation, while the SW53 alloy has a slightly lower strength and higher elongation. The comprehensive mechanical properties of SW alloys are shown in Figs. 4b and 6c. The results show that the alloy with lower ratio of Sr/Y (SW35 alloy) has a significant effect on the mechanical properties, in which the ultimate tensile strength (UTS), yield strength (YS) and elongation (EL) increase to 111.53 MPa, 71.6 MPa and 8.95%, compared with 80.67 MPa, 52.28 MPa and 5.92% of that of SW33 alloy, respectively. However, the alloy with higher ratio of Sr/Y (SW53 alloy) though improves the elongation to 7.45%, compared with 5.92% of SW33 alloy, but weakens the strength. The hardness increases from 45.53 to 51.7 HV as the total alloying element content increased from 0.6 to 0.8 at.%, attributed to the formation of second phases and the fine-grain structure strengthening effects39. And the Vickers hardness of these alloys slightly decreased after immersed for 168 h with removing the corrosion products.

a Stress-strain diagram of SW alloys; b mechanical properties of SW alloys; c the hardness of SW alloys before and after corrosion for 168 h with removing corrosion products.
Corrosion behavior
Hydrogen evolution and weight loss
In order to investigate the degradation behavior of the cast alloys, the hydrogen evolution behavior from the SW alloys immersed in Hanks’ solution were measured. The hydrogen evolution volume versus immersion time is shown in Fig. 5a. It can be seen that the hydrogen evolution volume of SW33 and SW35 was basically the same at the beginning of 24 h, being 0.16 mL/cm2 and 0.09 mL/cm2 respectively, and gradually increased with the increasing immersion time. The total hydrogen evolution volume of SW33 and SW35 are 5.8 mL/cm2 and 2.7 mL/cm2, respectively, after immersion for 168 h. The hydrogen evolution volume of SW53 alloy was always higher than that of SW33 and SW35 alloys, and increased significantly up to 34.54 mL/cm2 after 168 h immersion. The amount of hydrogen evolution volume of alloys within the immersion period is successively as SW53, SW33 and SW 35 from the highest to the lowest, where SW35 alloy shows the best corrosion resistance among the studied alloys. The results suggest that the addition of Y can improve the corrosion resistance, while the higher addition of Sr causes the adverse effect.

a Hydrogen evolution of SW alloys immersed in Hanks’ solution; b degradation rates of SW alloys.
The corrosion rates of cast alloys calculated by Eq. 1 are shown in (b). It can be seen that the corrosion rate is ranked as SW53 > SW33 > SW35, which is consistent with the results shown in (a). SW35 shows the best corrosion resistance, with the hydrogen evolution rate and weight loss rate as 0.764 and 0.823 mm y−1, respectively. And SW53 shows low corrosion resistance, with the hydrogen evolution rate and weight loss rate as 10.933 mm y−1 and 12.826 mm y−1, respectively. The results show that with the addition of Sr and Y with the same atomic percent, the further higher Y addition can significantly improve the corrosion resistance of the alloy with a corrosion rate <1 mm y−1. However, the further higher Sr addition significantly deteriorates the corrosion resistance of the alloy with a corrosion rate >10 mm y−1. During the immersion process, the corrosion rates calculated from the hydrogen evolution tests are always lower than or equivalent to that calculated from the weight loss tests of the SW alloys, which could be attributed to the suspension of hydrogen gas bubbles on the inner wall of the burette40.
Corrosion morphology and corrosion products
Figure 6 shows the macro corrosion morphology of SW alloys during the immersion in Hanks’ solution for 72 h. With the extension of the immersion time, the corrosions of all three alloys become intensified, leaving large volume corrosion traces on the surface of samples. It can be seen that the corrosion behavior of the three alloys are significantly different. When SW33 alloy was immersed for 6 h, a large number of bubbles were generated on the alloy surface. After 24 h immersion, SW33 alloy show obvious corrosion traces, which extend from the edge to the center of the sample. When SW53 alloy was immersed for 6 h, obvious corrosion grooves were observed on the alloy surface. After 24 h immersion, white corrosion products have been presented on the surface of SW53 alloy. In the subsequent immersion time, the white corrosion products gradually increased. After 72 h immersion, the corrosion products completely covered the alloy surface. It is worth noting that no obvious corrosion marks were observed on the surface of SW35 alloy during the first 6 h immersion, which indicates the corrosion degree of this alloy is weak and the SW35 alloy has a certain resistance to the corrosion solution. After 24 h immersion, fine bubbles appeared on the surface of the SW35 alloy and the corrosion rate was increased. After 72 h immersion, a small area of corrosion pits was observed on the surface of SW35 alloy.

Macro corrosion morphology of SW alloys immersed in Hanks’ solution for 72 h.
Figure 7(a–c1) shows the surface corrosion morphology of SW alloys after 72 h immersion in Hanks’ solution. It can be seen that corrosion product films formed on the surface of SW33 and SW35 alloys, accompanied by local shedding of some corrosion products around and leaving many microcracks. Additionally, it can also be observed that some spherical particles attached to the cracked corrosion product film (Fig. 7a1–b1). Among the studied alloys, SW35 alloy has fewer corrosion products and the corrosion product film is relatively dense and complete, which can provide better effective protection to the matrix. The corresponding EDS results for the corrosion film on the surface of SW35 alloy are shown in Fig. 7e. It shows that the corrosion product film is mainly composed of elements Mg, P, C, Ca, and O, and the Ca/P compounds are uniformly distributed within the product film. The observed Ca/P compounds may be related to the formation of Ca10(PO4)6(OH)2 (HA) and Mg3Ca3(PO4)4 during the corrosion process39. The deposition of Ca/P compounds facilitates the attachment and differentiation of mesenchymal cells and osteoblasts, which improves the biological properties of bone cells around the implant and thus promotes the structural connection between the host bone and the implanted bone materials41. As shown in Fig. 7a–b1, SW35 alloy has finer corrosion products and corrosion cracks than that of SW33 alloy, demonstrating the SW35 alloy shows better corrosion resistance33. However, the corrosion surface morphology of the SW53 alloy, shown in Fig. 7c and c1, shows that the alloy matrix is severely corroded after the immersion, showing the worst corrosion resistance among the studied alloys.

a–c1 (a–a1) SW33; (b–b1) SW35; (c–c1) SW53. d shows XRD pattern of SW alloys after 6 h immersion in Hanks’ solution: (d1) shows the details of some angles of XRD pattern. e lists the EDS results for marked points in Supplementary Fig. 6(b1).
The surface of the SW alloys was examined by XRD after 6 h immersion in Hanks’ solution, and the results are shown in Fig. 7d. It can be seen because the degree of corrosion is not very severe at this time, the background peaks of the underneath α-Mg phase are strong. However, the presence of Mg(OH)2 on SW53 surface and Y2O3 on SW33 surface was detected. It indicates that Mg(OH)2 will gradually form with the extension of the immersion time, and the addition of Y element promotes the formation of corrosion resistant oxidation film on the alloy surface during the corrosion process, which is insensitive to the corrosion medium for the lower chemical activity42, and finally effectively improving the corrosion resistance of the alloy. In addition, the stronger α-Mg peak intensity of SW35 alloy indicates the better corrosion resistance, with a small amount of corrosion products generated on the alloy surface. And the XRD result also shows that Ca3(PO4)2 and Mg3(PO4)2(H2O)22 has formed on the surface of SW33 and SW35 alloys, It indicates that the electrolyte ions in Hanks’ solution diffuse to the surface of the alloy to form phosphate43, which is confirmed by Fig. 7e. The formation of phosphate indicates that SW33 and SW35 alloys have good bone-binding ability and bioactivity44.
Figure 8a–c shows the cross-sectional morphology and the corresponding EDS element mapping of the SW alloys after 72 h immersion in Hanks’ solution. Additionally, the EDS point analysis for the corrosion products are also shown in Fig. 8a1–c1. The corrosion pits of SW33 alloy show a wide and shallow U-shape, and the corrosion layer thickness is about 53.74 μm (Fig. 8a). The EDS mapping clearly shows that wide corrosion cracks exist between the corrosion layers, providing channels for Cl- faster erosion. While, the corrosion layer of SW35 alloy is much thinner, denser and the thickness is more uniform (Fig. 8b). And the corrosion layer thickness of SW35 alloy is only 18.90 μm, which is only around 1/3 of the that of the SW33 alloy, showing the significant improvement of corrosion resistance with the lower ratio of Sr/Y. In comparison with the SW33 alloy, the corrosion pits of SW53 alloy show a deep and narrow V-shape, and distributed sparsely (Fig. 8c). And the corrosion product layer of SW53 alloy is relatively loose with a thickness of about 216.97 μm. According to EDS element mapping results, the corrosion product layers of SW alloys are mainly composed of Mg and O. And Y is uniformly distributed in the alloys and in the corrosion layer, which indicates that Y is mainly present in the α-Mg phase with the current addition level and participates in the formation of a corrosion product film (Y2O3) during the corrosion process. In contrast, the Sr mainly exists in the form of Mg17Sr2 phase, and its content in the corrosion layer is obviously lower than that in the alloys, demonstrating that Sr does not participate significantly in the formation of corrosion product film during corrosion. The EDS point analysis was further carried out to analyze the composition of corrosion products, as shown in Fig. 8a1–c1. Among the studied alloys, the corrosion products are mainly composed of Mg and O, indicates that the corrosion products are mainly composed of MgO and/or Mg(OH)2, which have a local protective effect. In addition, a small amount of Y was detected near the first layer of the corrosion layer in the SW35 alloy, indicating the formation of the Y2O3 film on the surface and the improved corrosion resistance.

a–c: (a) SW33; (b) SW35; (c) SW53. Corresponding EDS point analysis of SW alloys (a1–c1).
Figure 9 shows the corrosion morphology of the SW alloy after the removal of corrosion products. It can be seen that the corrosion characteristics of the three alloys are different. As can be seen from Fig. 9a, the SW33 alloy shows a filiform corrosion-like feature, and part of the matrix remained intact. With high magnification, the presence of corrosion pits can be observed with the shedding of the second phases (Fig. 9a1). Figure 9c shows the SW53 alloy exhibited the most uniform and severe corrosion behavior, leaving the large lamellar structure on the surface of the alloy (Fig. 9c1). Notably, Fig. 9b shows the matrix surface of SW35 alloy exhibited uniform corrosion and the surface of the alloy showed significant second-phase shedding (Fig. 9b1). This is similar to the corrosion morphology of ZM-3.0 Sr reported by Pan et al.39. It can be seen from the shed second phases that the second phase formed in SW35 alloy is relatively fine and the grain structure is also relatively uniform. Additionally, it can be seen from the 3D corrosion morphologies of SW alloys after the removal of corrosion products (Fig. 9a2–c2), the surfaces of SW33 and SW53 alloys have obvious height difference while that of the SW35 alloy shows a much lower height difference. Figure 9b3 shows that the maximum corrosion depth of SW35 alloy near the second phases is 0.94 μm, and that close to the α-Mg phase regions is 0.14 μm, demonstrating the uniform corrosion behavior of the SW35 alloy. Figure 9a3 and c3 show that SW33 and SW53 alloys have large corrosion pits with maximum corrosion depths of 536.14 μm and 846.23 μm, respectively, which indicates the obvious pit corrosion behavior of the two alloys.

a–a3 SW33; b–b3 SW35; c–c3 SW53. a2–c2 shows the 3D corrosion morphologies of SW alloys. a3–c3 shows the corrosion depth profiles of the lines marked in (a2–c2).
Figure 10 shows the XPS results of the corrosion layer surfaces of the SW33 and SW35 alloys after 6 h immersion in Hanks’ solution. XPS wide scan indicated that the elements Ca, O, C, Sr and P were present on the SW33 and SW35 alloys. The binding energy of C 1s at 284.37 eV was set as the reference. The spectrum of Mg 1s can be fitted by Mg(OH)2 at 1302.7 eV and MgO at 1303.9 eV. And the spectrum of O1s can be divided into two peaks centered at 530.8 eV and 532.1 eV, respectively, which is consistent with the analysis of the XPS spectrum of Mg 1 s. The P 2p peak is centered at 133.6 eV, corresponding to PO43−, indicating the presence of phosphate22. Ca 2p consists of two components, Ca 2p1/2 and Ca 2p3/2 peaks centered at 351.2 and 347.4 eV, corresponding to Ca10(PO4)6(OH)2 and Ca3(PO4)245. The binding energy values of 351.2 eV for Ca 2p1/2 and 133.6 eV for P 2p peaks are in good agreement with calcium and phosphate ions in hydroxyapatite (HA)46,47. In addition, a peak of Sr 3d centered at 133.6 eV was detected, indicating that Sr was dropped from the α-Mg phase or Mg17Sr2 phase39. The central peaks corresponding to Sr 3d and P 2p overlap due to their close binding energy48. It should be noted that from the spectra of Y 3d, a clear peak was observed at 156.6 eV. The results show that Y dissolved in the α-Mg phase is involved in the formation of the Y2O3 film on the surface of the alloys49. It can be seen from the high resolution XPS that the corrosion product layer is mainly composed of oxide/hydroxide and phosphate layers. In addition, in the same proportional height, the intensities of Mg 1s and Y 3d of SW33 and SW35 alloys are significant different. The intensity of Mg 1s of SW33 alloy is higher than that of SW35 alloy but the intensity of Y 3d of SW33 alloy is lower than that of SW35 alloy. It indicates that less Mg(OH)2 and more compact Y2O3 formed on the surface of SW35 alloy in comparison with those of the SW33 alloy, delivering the better corrosion resistance of the SW35 alloy.

a XPS survey scan; b Mg 1 s; c O 1 s; d P 2p; e Ca 2p; f Sr 3d; g Y 3d.
Polarization measurements
The potentiodynamic potential polarization curves of the as-cast SW alloy after immersion in Hanks’ solution for 0.5 h are shown in Fig. 11a, and the related corrosion parameters and calculated results obtained using the cathodic Tafel fitting method are listed in Fig. 11b. As can be seen from Fig. 11a, there is no significant difference in the cathodic branch of SW alloys. However, the passivation phenomena of all the alloys are observed in the anodic region, which could be attributed to the formation of a protective film containing calcium phosphate during the corrosion process50, and therefore the pitting corrosion is more likely to occur. The SW53 alloy shows a more negative anodic breakdown potential (Ebd) than that of SW33 and SW35, indicating that SW53 alloy shows weak corrosion resistance among the studies alloys. Commonly, the higher corrosion current density indicates the higher corrosion rate. Under the fixed corrosion voltage, with the increase of Y content alloy, the corrosion current density decreases. On the contrary, with the increase of Sr content, alloy corrosion current density increases. As shown in Fig. 11b, the SW53 and SW35 alloys show the highest and lowest corrosion densities as 1.35E-05 and 8.78 E-06 A/cm2, respectively, indicating that the lower ratio of Sr/Y can effectively improve the corrosion resistance, while the higher ratio of Sr/Y shows an opposite effect.

a Polarization curves of the SW alloys after immersion in the Hanks’ solution for 0.5 h. b Corrosion parameters of SW alloys in Hanks’ solution.
Impedance measurements
To study the corrosion behaviors of SW alloys immersed in Hanks’ solution at 37 °C, EIS measurements were performed for three alloys at different immersion times (0 h, 6 h, 24 h, 48 h, and 72 h). Figure 12 shows the Nyquist plots of SW alloys, in which two loops are observed: a high-frequency capacitive loop attributed to the charge transfer between the sample surface and the corrosion interface and a medium-frequency capacitive loop caused by the diffusion of ions in the electrolyte through the corrosion product film51,52. Figure 12 also shows the equivalent fitted circuit of the EIS, which consists of the solution resistance Rs and Rf CPE1 and Rt CPE2 in series. Rf and Rt represent the resistance and charge transfer resistance of the corrosion product film respectively, and CPE1 and CPE2 represent the corresponding capacitance respectively53. The parameters of each part of the circuit can be fitted and calculated with the Zsimpwin 1.0.0.0 software, and the sum of resistance (Rp = Rt + Rf) representing the general corrosion resistance of the SW alloys is shown in Fig. 13.

The scatters indicate experimental data and the lines indicate fitted data.

Total fitted resistance (Rp = Rf + Rt) of SW alloys immersed in Hanks’ solution for 72 h.
It was reported that the larger the sum of the diameters of the two loops indicates the better corrosion resistance54. The EIS results show that the corrosion resistance of SW alloys: Mg-0.3Sr-0.5Y (SW35) > Mg-0.3Sr-0.3Y (SW33) > Mg-0.5Sr-0.5Y (SW53), which is consistent with the immersion tests (hydrogen evolution and weight loss tests). As shown in Fig. 13, the Rp curves of SW33 and SW35 alloys show the same trend with time increasing. The Rp of these alloys all increases firstly in the first 6 h immersion, and then decreases and finally becomes stable in the subsequent immersion process. And at 6 h corrosion, the Rp values of SW33 and SW35 alloys reached their maximum values as 2931 ohm·cm2 and 4678 ohm·cm2, respectively. The increased Rp could be attributed to the formation of a protective film on the surface of alloys. In contrast, the Rp of the SW53 alloy showed a decreasing trend in the first 24 h probably due to the local corrosion, and then became stable and reached the lowest value as 89 ohm·cm2 at 48 h. Notably, an increase in the Rp was observed in the SW53 alloy in the immersion period of 48–72 h, which could be due to the excessive accumulation of corrosion products on the surface of the alloy (Fig. 7c). As can be seen from Fig. 13, the Rp values of SW35 are higher than those of SW33 and SW53 during the whole immersion time, indicating that the SW35 alloy shows the best corrosion resistance among the studied alloys.
Discussion
Mechanical properties
The mechanical properties of alloys are related to grain refinement, solid solution strengthening, precipitation hardening and other strengthening mechanisms55, and generally the alloy composition and microstructure play major roles56.
It can be seen from Fig. 4 that the different ratio of Sr/Y addition shows different effects on the mechanical properties. The lower ratio of Sr/Y can effectively improve the strength as well as ductility, with the UTS as 111.53 MPa and elongation as 8.95% of the SW33 alloy. However, the higher ratio of Sr/Y with the same atomic content though improves the ductility from 5.92 to 7.45%, and while deteriorates the strength. The solid solution of Y atoms in the α-Mg phase increases with the addition of Y, leading to a stronger solid solution strengthening effect57. On the other hand, the addition of Y promotes the increase of the fraction of the second phases: the Mg17Sr2 and the Mg24Y5 phases (Fig. 2). The increase in the fraction of the second phases can cause a stronger precipitation strengthening effect and thus improving the strength. Notably, the solid solution of Y can promote the activation of non-basal slip systems and thus improving the ductility, which could be the reason for the simultaneously improved ductility of the SW35 alloy in comparison with that of the SW33 alloy2. The Sr addition can facilitate the precipitation of coarser second phases which mainly precipitate along the grain boundaries (Fig. 2). And when subjected to external forces, the grain boundary fracture occurs, which could be the reason for the decreased strength of the SW53 alloy56. It was reported that the introduction of Sr atoms into the Mg lattice can lead to a decrease in c/a ratio value and thus activating the non-basal slip systems, which could improve the plasticity of SW alloys58. Additionally, many works have also reported that the minor addition of Sr can effectively improve the elongation of Mg alloys, which is also confirmed in this work59,60,61,62. As can be seen in Fig. 4c, the hardness of as-cast SW alloys after immersion for 168 h with removing corrosion products is slightly decreased. It indicated that the process of corrosion has a minor effect on the mechanical properties of SW alloys. Especially, the hardness of SW33, SW35 and SW53 alloys after corrosion was decreased by 8.07%, 7.71% and 15.8%, respectively, which shows the low decreased hardness of SW53 alloy after corrosion and further demonstrates the uniform corrosion behavior of SW35 alloy.
The mechanical properties of some bio-Mg alloys18,30,47,63,64,65,66,67,68,69,70,71,72 are listed in Supplementary Table 1. It can be seen that the mechanical properties of Mg alloys can be changed with the addition of different alloying elements. Figure 14 shows the mechanical properties of SW alloys compared with other cast bio-Mg alloys. The cast SW35 alloy prepared in this work shows better corrosion resistance and a good combination of the strength and ductility, showing a great potential application as biological materials. Gu. et al.18 reported that the mechanical properties of as-cast Mg-1Y alloy with a yield strength as 25 MPa, as shown in Fig. 14. It can be seen that SW alloys show better strength compared with that of Mg-1Y alloy. Additionally, the combined addition of Sr and Y shows improved both strength and elongation in comparison with as-cast Mg-0.5 Sr alloy. Commonly, the deformation treatments like extrusion and rolling can further improve the properties of Mg alloys, and thus could improve the properties like corrosion resistance, strength and ductility of the SW35 alloy and finally promote the wide application of this alloy, which is in the process in our group.

(The M in the legend denotes the other alloying elements).
The solid solution of α-Mg and formation of second phases
Different alloying elements and impurities have different solubilities in Mg and different intermetallic compounds are formed73. Wang et al2. summarized the solution of alloying elements in the α-Mg phase. Y has a big solid solution in α-Mg (around 3 at% Y at eutectic temperature) and Sr shows negligible solid solubility in α-Mg phase. From the EDS result (Fig. 2a2–c2), it can be seen that SW alloys are mainly composed of Mg17Sr2 and Mg24Y5. A small amount of Y is presented in the α-Mg phase and the Sr in the α-Mg phase is negligible.
It was reported that the degradation behavior of Mg alloys is related to the fraction and distribution of the second phases74,75. And for the studied SW alloys in this work, the main second phases are Mg17Sr2 and Mg24Y5. Bornapour et al.22 have studied the degradation of cast Mg-Sr binary alloys in SBF solutions and indicated that the Mg-0.5 Sr (wt.%) alloys shows a good corrosion resistance, and the degradation behavior was aggravated once the Sr content exceeded 1 wt.% due to the micro-galvanic corrosion between the α-Mg phase and the Mg17Sr2 phase. Gong et al.33 also indicated that the Mg17Sr2 phases distribute along the grain boundaries can act as barriers to impede the propagation of corrosion, while the increasing Mg17Sr2 phase can lead to more severe micro-galvanic corrosion and thus deteriorate the corrosion resistance of Mg-Zn-Sr alloys. And in this work, the as-cast SW53 alloy exhibited a much higher corrosion rate than that of the as-cast SW33 alloy. Combined with the SEM images (Fig. 2), it was observed that the Mg17Sr2 phase in SW53 alloy tends to form a semi-continuous network-like structure and the quantity of Mg17Sr2 phase in SW53 alloy is much more than that of in SW33 alloy, which indicates that the addition of Sr can significantly increase the fraction of the Mg17Sr2 phase. Additionally, it was reported that according to the scanning Kelvin probe force microscope analysis, the potential of the Mg17Sr2 phase is 100 mV higher than that of the α-Mg phase, which can form strong micro-galvanic couples between the Mg17Sr2 phase and the α-Mg phase to accelerate the dissolution of the α-Mg phase39,76,77. Therefore, the large fraction of the Mg17Sr2 phase with continuous distribution in the SW53 alloy can significantly deteriorate the corrosion resistance of the alloy. Here, it is noteworthy that the as-cast SW35 alloy exhibits better corrosion resistance than that of the SW33 alloy, though the fraction of second phases (Mg24Y5 + Mg17Sr2) of the SW35 alloy is higher than that of the SW33 alloy. It can be seen from Fig. 2a1–c3 that a small amount of Y substitutes in the Mg17Sr2 phase, which can reduce the potential of the Mg17Sr2 phase (Fig. 3)2,78,79. The simultaneous solution of Y in α-Mg phase and substitution of Y in Mg17Sr2 phase decrease the potential difference between the Mg17Sr2 phase and the α-Mg phase, and smooth the micro-distribution of the potential difference, which weakens the micro-galvanic corrosion and provides SW35 alloy a low corrosion rate. Further, the Y addition can facilitate the precipitation of the Mg24Y5 phase. Notably, Liu. et al reported that the potential of Mg24Y5 phase is about 350–450 mV lower than that of α-Mg phase and will dissolve during the corrosion process as the anode phase80, which can effectively reduce the micro-galvanic corrosion and thus improving the corrosion resistance57.
A looming gray-white band confirmed as Y-rich zone to forming at the grain boundaries in the SW35 alloy was observed, which is not observed in the SW33 and SW53 alloy. The Y-rich zone could slow down the propagation of corrosion and thus be beneficial for the corrosion resistance of the SW35 alloy49,81. Additionally, combined with Figs. 2b1 and 9b1, it can be seen that the second phase structure of SW35 alloy is relatively fine. It is suggested the fine precipitates, low corrosion rate and the blocking effects coming from the dispersed Y-rich zones contribute the uniform corrosion behavior of SW35 alloy.
The protective mechanism of the corrosion layer
The corrosion product film plays an important role in the corrosion process of Mg alloys. In general, the reactions of pure Mg in alkaline solutions are manifested by the dissolution of the matrix and the formation of Mg(OH)2 on the surface, corresponding to the anodic dissolution and cathodic hydrogen evolution reactions, respectively22,82. However, Cl− in the physiological environment will combine with insoluble Mg(OH)2 to form soluble MgCl283, which means that the passivation film produced by common Mg alloys has a poor protective effect on the matrix.
In the case of SW alloy, passivation on the anode branch of the polarization curves indicates the formation of a protective film during corrosion (Fig. 7)43. The presence of Y2O3 was detected on the corrosion products of the SW33 and SW35 alloys (Fig. 10). Generally, the Pilling Bedworth ratio (PBR) is used to reflect the protective properties of the oxide films43. When the PBR value is <1 or >2, excessive tensile or compressive stresses are generated in the oxide film, leading a porous and loose film. When the PBR value is between 1 and 2, a moderate compressive stress is generated in the oxide film, leading a compact film which has a strong protective effect43,84. It is observed Y2O3 has a strong protective effect on the alloy matrix and can effectively inhibit the corrosion process. Y2O3 with a PBR value of 1.39 is not sensitive to corrosive media due to its low chemical activity, which can be considered to have high film integrity49,85,86. In addition, EDS results for the corrosion products show that the corrosion products deposited on the surface of the SW35 alloy were composed of Mg, O, Ca and P (Fig. 7e), indicating that the Ca-P compounds were also presented in the protective film. According to the XPS analysis results (Fig. 10), it is found the simultaneous presence of Sr2+ indicated the formation of Sr-substituted HA on the surface of the alloy. Bornapour et al47 confirmed that the Ca, P, etc. corrosion products are more strongly bound to the Mg-Sr alloys compared to pure Mg, and the Sr-HA is formed due to the dissolution and precipitation of Sr2+ ions. It was shown that Sr-HA has a protective effect on Mg alloy in SBF and has better biocompatibility, surface reactivity and thermal stability than that of pure HA87,88. The protective film composed of Y2O3 and Sr-HA on the surface of SW33 and SW35 alloys had higher stability and can effectively improve the corrosion resistance of the alloy.
It is worth noting that there is a balance between the protective effect of the corrosion product film and the harmful effect of the micro-galvanic corrosion89. With the increase of Y content from 0.3 at.% to 0.5 at.%, though the increase in the fraction of the second phases results in the formation of more micro-galvanic corrosion sites (Fig. 2), the corrosion resistance is still effectively improved for the more effective protection effect from the corrosion product film. On the contrary, with the increase of Sr content from 0.3 at.% to 0.5 at.%, the corrosion resistance decreased significantly due to the severe micro-galvanic corrosion effect between the Mg17Sr2 phase and the α-Mg phase and the weak protection effect from the corrosion product film.
The corrosion mechanism
The corrosion process of SW alloy can be illustrated by Fig. 15. The corrosion process can be divided into the following stages:

a Stage I; b stage II; c stage III; d stage IV.
(a) Due to the high surface activity of Sr in Mg, a large amount of Sr exists on the surface of the alloy before immersion. Micro-galvanic corrosion occurs when the alloy is immersed in Hanks’ solution. The α-Mg phase gradually dissolves and releases Mg2+, which combines with OH− to form Mg (OH)2 and releases H2, forming partial protection. Hydrogen bubbles are generated near the local corroded area and the pH of the solution increases. The specific reactions are as follows22,82:
(b) The Y dissolved in the α-Mg phase participates in the corrosion reaction, and exists in the surface film in the form of Y2O3 on the alloy surface49,78. A compact Y2O3 film is gradually formed on the surface of the alloy. At the same time, Sr2+ is released in the solution. The specific reactions are as follows:
(c) Cl- in Hanks’ solution erodes Mg(OH)2 and forms soluble MgCl2, which indicates that the protective property of Mg(OH)2 is weakened. In addition, the pressure of H2 gathered around the corrosion area exceeds the critical value, the corrosion product film will crack. The formed discontinued surface film layer provides a channel for Cl− to corrode the underneath fresh matrix through microcracks or micropores in the middle of the corrosion film82,86. The specific reactions are as follows:
(d) The formation and redissolution of Mg(OH) 2 is a dynamic process, and the resulting OH− consumes the phosphate ions in the Hanks’ solution90. The Ca2+ in the Hanks’ solution quickly reacts with the phosphate ions, depositing calcium phosphate as the corrosion product83. Mg(OH)2 on the surface of the alloy can be used as the nucleation site of HA. The presence of Sr on the surface of the alloy and in the solution causes Sr to replace HA and form Sr-HA layer90. The specific reactions are as follows91:
In general, Mg(OH)2 forms on the surface of the alloy during the initial immersion stage to act as a barrier to corrosion. With the corrosion process proceeds, the formation of Y2O3 and Sr-HA further improves the corrosion resistance of the SW alloy. In the whole corrosion process, with the continuous release of H2, the continuous erosion of Cl− and the rapture of the alloy surface film due to excessive internal pressure, the continuous formation of corrosion products and the continuous dissolution of fresh surfaces reach a dynamic balance.
Notably, the combined addition of appropriate contents of Sr and Y (the SW35 alloy) improves the corrosion resistance of Mg alloys in Hanks’ solution compared with cast Mg-xSr and Mg-1Y alloys, which can be attributed to the four aspects as follows.
(i) Formation of a protective Y2O3 layer and the “third element effect”. The addition of third element changes the reaction activity of the element and reduces the critical content of alloying element required for corresponding reaction, and thereby improves the corrosion resistance of Mg alloys47,92,93. Here the Sr addition increases the activity of Y and make Y can form a protective Y2O3 layer at a low content.
(ii) Smoothed potential difference leading the micro-galvanic corrosion. The simultaneously solid solution of Y in α-Mg phase and in Mg17Sr2 phase changes the potential difference of α-Mg phase and Mg17Sr2 phase and weakens the micro-galvanic corrosion.
(iii) The formation of stable Sr-HA with Sr addition slowing down the degradation rate of the alloys.
(iv) Low corrosion rate, Y rich-zones and fine precipitates delivering the uniform corrosion behavior.
As shown in Fig. 16. Here, it should be noted that the higher ratio of Sr/Y content as 5:3 (SW53 alloy) can increase the corrosion rate due to the severe micro-galvanic corrosion, and the corrosion product film on the surface can be easily detached without any protective effect. Therefore, the appropriate Sr/Y content ratio is essential to effectively improve the corrosion resistance of SW alloys.

Diagram of corrosion mechanism of SW35 alloy.
The comparison of the corrosion behavior of varied alloys in Hank’s solution
Supplementary Table 2 lists the corrosion rates of bio-Mg alloys immersed in Hanks’ solution under different conditions reported in literatures18,23,66,79,94,95,96,97,98,99,100,101,102,103,104,105,106,107,108,109,110,111,112,113. In this study, the corrosion rates (by weight loss) of SW33, SW35 and SW53 alloys were 2.180 mm y−1, 0.823 mm y−1 and 12.826 mm y−1, respectively. In order to facilitate the comparison with SW alloys measured in this study, the as-cast alloys were extracted and divided into six groups as shown in the Fig. 17, including high purity Mg (HP) and commercial Mg (CP), magnesium containing Zr-, Zn-, Ca-, Sr- and AZ/ZE series alloys. Combined with Supplementary Table 2 and Fig. 17, it can be seen that as-cast SW35 alloy shows better corrosion resistance in comparison with as-cast Mg-xSr30 and Mg-1Y18 alloys, and the corrosion rate of SW35 alloy is even close to the as-rolled Mg-1Y18 alloy as 0.74 mm y−1, where the wrought alloys usually show the better corrosion resistance because of the structure deformation. And the corrosion rate of as-cast SW35 alloy is similar to that of Mg66, Mg-1Zn94, Mg-1.5Zn-0.6Zr-0.5Sc79, Mg2Zn0.2Mn97 and AZ3198. Especially, the corrosion resistance of the alloy is also higher than that of the reported Mg-1Zn-1Mn-3.0 Sr39, Mg-(0-6) Zn- (0.4–1.0) Ca66,101,107 and AZ91/ZE4197 alloys. The above collectively shows that the superiority of SW35 alloy under the as-cast condition. In general, it can be seen in Figs. 14, 17, Supplementary Table 1 and Supplementary Table 2, the comprehensive properties of SW35 alloy are better than those of binary Mg-Sr and Mg-Y alloys, and the corrosion resistance of SW35 alloy is generally better than those of Mg-Zn-Ca alloys which are also attracting for the bio-application. As concluded, SW alloys are promising for the bio-application.

(The M and N in the legend denotes the other alloying elements).
In addition, the corrosion behavior of Mg alloys depends largely on the solution medium. In general, Ca2+, Mg2+, HPO42− and HCO32− in simulated body fluids (such as SBFs) can promote the formation of protective film on the surface of Mg alloys, while Cl− promotes the pitting corrosion95. Therefore, once the alloy shows a lower corrosion rate in 0.9 wt.% NaCl solution in comparison with that in SBFs solution, it is expected to be a candidate for biomedical applications.
Generally, in this work, the mechanical properties and corrosion behaviors of cast SW alloys in Hanks’ solution at 37 °C were systematically investigated. The SW alloys contain α-Mg phase, Mg17Sr2 phase and Mg24Y5 phase. A small amount of Y atoms was dissolved in the α-Mg phase and substituted in Mg17Sr2 phase. The increase of Y content promotes the solid solution strengthening and the second phase strengthening. However, the increase of Sr content promotes a large amount of Mg17Sr2 precipitate along the grain boundary, which results in grain boundary fracture and decreases the strength. So the mechanical properties of SW35 alloy are better than SW33 and SW53 alloys. In particular, Y-rich zones are presented along the grain boundaries in SW alloy. The better degradation performance of SW35 alloy can be attributed to the blocking effects by the fine precipitates and discretely distributed Y-rich zones for uniform corrosion, the formation of a compact stable Y2O3 layer with Sr addition and the smoothed potential differences for the Y simultaneous solution in α-Mg and in Mg2Sr17 phase.
Methods
Material preparation
In this study, three ternary alloys Mg-0.3Sr-0.3Y (at.%), Mg-0.3Sr-0.5Y (at.%), Mg-0.5Sr-0.3Y (at.%) were prepared using high purity magnesium (99.99 wt.%), Mg-20 wt.%Sr, and Mg-30 wt.%Y master alloys. To facilitate the presentation, the Mg-Sr-Y alloys are named SW in this work, i.e. SW33, SW35, SW53. The pre-weighed Mg blocks were placed in a stainless steel crucible coated with boron nitride and melted in a resistance furnace under a mixed atmosphere of 99.5 vol% CO2 and 0.5 vol% SF6 at 720 °C. After the Mg blocks are completely melted, the prepared Mg-20 wt.%Sr, Mg-30 wt.%Y master alloy were then added to the Mg melt. After mechanical stirring to homogenize the alloy, the alloy melt was left to stand at 720 °C for 20 min, and then quenched in water to room temperature. Table 1 lists the received chemical compositions of the alloys as determined using inductively coupled plasma-atomic emission spectrometry (ICP-OES, Optima 8000).
Microstructure analysis
The as-cast samples were wet-ground to 1200 grit with SiC paper, and then polished on a mechanical polishing machine with 0.5 diamond paste, the sample surfaces after polishing were etched with the 4% nitric alcohol to more obviously observe the morphology of second phases. The microstructure of polished samples was observed by a scanning electron microscopy (SEM, JEOL JSM-7800 F, Japan) equipped with energy dispersive X-ray spectroscopy (EDS). The EDS point analysis for the same region was performed 2–3 times, and generally, the error is <1%. X-ray diffraction (XRD, PANalytical X ‘Pert Powder) in the range of 2θ = 20–90° at a voltage of 60 kV and a scan rate of 4°min−1 was used to analyze the constituent phases of the alloys.
In addition, the surface potentials of polished samples were acquired by Kelvin Probe Force Microscopy (KPFM, Bruker Dimension Icon), which is an atomic force microscopy (AFM) module that measures the potential difference between the second and matrix phase. And the potential is added to the silicon probe to obtain the surface potential by tapping on the sample surface. The scan rate of silicon probe is 0.5 Hz with an operating Voltage as 2088.01 mV.
Mechanical tests
The tensile samples of SW alloys were prepared as shown in Fig. 18. The tensile tests were performed on the universal testing machine (UTM4104) with a displacement rate of 1 mm/min, and the Vickers hardness tests were performed on a micro-hardness tester (HVS-1000Z) using 200 gf load on the samples for 10 s. All three samples of each alloy were measured to ensure the accuracy of the tests.

The shapes and specifications of samples for tensile tests.
Immersion tests
The 10 × 10 × 10 mm samples cut from the as-cast alloys were used for the immersion test, and all six sides of the samples were wet-ground to 2000 grit with SiC paper. The samples were then cleaned with ethanol and dried in air.
The equipment used in this work to measure the hydrogen evolution and weight loss is shown in Fig. 19, in which the pre-weighed samples were suspended in a funnel with fishing line and subjected to immersion tests at different time intervals in Hanks’ solution at a physiological temperature of 37 ± 1 °C. The volume ratio of sample to the solution was about 250 mL, which was used to minimize the change in solution pH during the test. After immersion in Hanks’ solution for 7 days, the samples were washed ultrasonically with chromate solution (200 g/L CrO3 + 10 g/L AgNO3) for 10 min, and then washed with ethanol to remove the corrosion products114. Finally, the samples were dried in the open air and weighed. Three parallel samples of each alloy are measured to ensure the accuracy of the measurements. The corrosion rate from the weight loss was calculated according to the following equation115:
where:

The equipment for the hydrogen evolution tests.
CR-corrosion rate (mm y−1);
∆W-weight difference, before and after immersion (g);
A-the area of the initial surface exposed to corrosion (cm2);
t-immersion time (h);
ρ-density of the alloy (g cm−3).
The volume of hydrogen collected is converted to alloy loss, 1 mL of hydrogen released = 0.001083 g of alloy loss115.
The changes in the surface of the specimens before and after the removal of corrosion products and the corrosion depth were observed by SEM, and the surface chemical composition of the corroded samples was characterized by XRD and X-ray photoelectron spectroscopy (XPS, Thermo Scientific K-Alpha). The XPS was performed using a monochromatic Al-Kα X-ray source (1486.6 eV) and the spectrometer power was 150 W with a step size of 0.1 eV and pass energy of 50.0 eV. The data were analyzed by the Avantage software. And in order to better observe the corrosion depth of the corroded samples, the surface of the samples after the removal of corrosion products was characterized by Lycra 3D video microscope.
Electrochemical measurements
Electrochemical measurements of cast alloys SW33, SW35, and SW53 were performed by Gamry Interface 1010E electrochemical workstation, and the measurement tests were performed in Hanks’ solution at 37 ± 1 °C. Samples with dimensions of 10 × 10 × 10 mm were attached to copper wires, sealed with epoxy resin, and a 1 cm2 working surface was exposed to be immersed in the solution. The exposed working surface was wet-ground to 2000 grit with SiC paper, followed by cleaning with alcohol and drying at room temperature. All samples were measured using a three-electrode electrochemical cell, with saturated silver/silver chloride as the reference electrode, a platinum sheet as the counter electrode, and the sample as the working electrode. Before measurement, the electrodes were immersed in Hanks’ solution and the open circuit potential (OCP) was stabilized for 30 min. Electrochemical impedance spectroscopy (EIS) was tested in the range of 100 kHz to 30 mHz, and the spectra were measured at different time intervals (0 h,6 h,24 h,48 h,72 h) with an interference amplitude of 5 mV. The scanning rate for the potentiodynamic polarization (PDP) measurements was 1 mV/s. The EIS spectra were fitted with ZSimpWin 1.0.0.0 software, the PDP test results were fitted with CorrView 3.0.0.5 software, and the fitted corrosion current icorr (mA/cm2) was related to the instantaneous corrosion rate Pi (mm y−1) as follows116:
Data availability
The datasets generated during and/or analyzed during the current study are available on request.
References
Wu, G. H., Wang, C. L., Sun, M. & Ding, W. J. Recent developments and applications on high-performance cast magnesium rare-earth alloys. J. Magnes. Alloy 9, 1–20 (2021).
Wang, J. et al. Multi-solute solid solution behavior and its effect on the properties of magnesium alloys. J. Magnes. Alloy 7, 1786–1820 (2022).
Song, G. L. & Atrens, A. Corrosion mechanisms of magnesium alloys. Adv. Eng. Mater. 1, 11–33 (1999).
Gusieva, K., Davies, C. H. J., Scully, J. R. & Birbilis, N. Corrosion of magnesium alloys: the role of alloying. Int Mater. Rev. 60, 169–194 (2015).
Kulekci, M. K. Magnesium and its alloys applications in automotive industry. Int J. Adv. Manuf. Tech. 39, 851–865 (2008).
Asl, V. Z., Zhao, J., Palizdar, Y. & Anjum, M. J. Influence of pH value and Zn/Ce cations ratio on the microstructures and corrosion resistance of LDH coating on AZ31. Corros. Commun. 5, 73–86 (2022).
Zhou, P. et al. Grain refinement promotes the formation of phosphate conversion coating on Mg alloy AZ91D with high corrosion resistance and low electrical contact resistance. Corros. Commun. 1, 47–57 (2021).
Hafili, F., Chaharmahali, R., Babaei, K. & Fattah-alhosseini, A. Duty cycle influence on the corrosion behavior of coatings created by plasma electrolytic oxidation on AZ31B magnesium alloy in simulated body fluid. Corros. Commun. 3, 62–70 (2021).
Li, X. et al. Design of magnesium alloys with controllable degradation for biomedical implants: from bulk to surface. Acta Biomater. 45, 2–30 (2016).
Yin, Z. Z. et al. Advances in coatings on biodegradable magnesium alloys. J. Magnes. Alloy 8, 42–65 (2020).
Tsakiris, V., Tardei, C. & Clicinschi, F. M. Biodegradable Mg alloys for orthopedic implants - a review. J. Magnes. Alloy 9, 1884–1905 (2021).
Staiger, M. P., Pietak, A. M., Huadmai, J. & Dias, G. Magnesium and its alloys as orthopedic biomaterials: a review. Biomaterials 27, 1728–1734 (2006).
Carboneras, M., Garcia-Alonso, M. C. & Escudero, M. L. Biodegradation kinetics of modified magnesium-based materials in cell culture medium. Corros. Sci. 53, 1433–1439 (2011).
Zhao, W. K. et al. A novel biodegradable Mg-1Zn-0.5Sn alloy: Mechanical properties, corrosion behavior, biocompatibility, and antibacterial activity. J. Magnes. Alloy 8, 374–386 (2020).
Liu, Y. et al. Fundamental theory of biodegradable metals-definition, criteria, and design. Adv. Funct. Mater. 29, 1805402 (2019).
Song, Y. W., Shan, D. Y., Chen, R. S., Zhang, F. & Han, E. H. Biodegradable behaviors of AZ31 magnesium alloy in simulated body fluid. Mater. Sci. Eng. C. 29, 1039–1045 (2009).
Wen, Z. H., Wu, C. J., Dai, C. S. & Yang, F. X. Corrosion behaviors of Mg and its alloys with different Al contents in a modified simulated body fluid. J. Alloys Compd. 488, 392–399 (2009).
Gu, X. N., Zheng, Y. F., Cheng, Y., Zhong, S. P. & Xi, T. F. In vitro corrosion and biocompatibility of binary magnesium alloys. Biomaterials 30, 484–498 (2009).
Krewski, D. et al. Human health risk assessment for aluminium, aluminium oxide, and aluminium hydroxide. J. Toxicol. Environ. Health B Crit. Rev. 10, 1–269 (2007).
He, W. W., Zhang, E. L. & Yang, K. Effect of Y on the bio-corrosion behavior of extruded Mg-Zn-Mn alloy in Hank’s solution. Mater. Sci. Eng. C. 30, 167–174 (2010).
Jin, S. et al. Mechanical properties, biodegradability and cytocompatibility of biodegradable Mg-Zn-Zr-Nd/Y alloys. J. Mater. Sci. Technol. 47, 190–201 (2020).
Bornapour, M., Muja, N., Shum-Tim, P., Cerruti, M. & Pekguleryuz, M. Biocompatibility and biodegradability of Mg-Sr alloys: the formation of Sr-substituted hydroxyapatite. Acta Biomater. 9, 5319–5330 (2013).
Chen, K. et al. In vitro and in vivo degradation behavior of Mg-2Sr-Ca and Mg-2Sr-Zn alloys. Bioact. Mater. 5, 275–285 (2020).
Bommala, V. K., Krishna, M. G. & Rao, C. T. Magnesium matrix composites for biomedical applications: a review. J. Magnes. Alloy 7, 72–79 (2019).
Dahl, S. G. et al. Incorporation and distribution of strontium in bone. Bone 28, 446–453 (2001).
Marie, P. J. Strontium ranelate: a novel mode of action optimizing bone formation and resorption. Osteoporos. Int 16, S7–S10 (2005).
Taylor, A. Therapeutic uses of trace-elements. Clin. Endocrinol. Metab. 14, 703–724 (1985).
Gorustovich, A. A., Steimetz, T., Cabrini, R. L. & Porto López, J. M. Osteoconductivity of strontium‐doped bioactive glass particles: a histomorphometric study in rats. J. Biomed. Mater. Res. A 92, 232–237 (2010).
Lou, Y., Bai, X. & Li, L. X. Effect of Sr addition on microstructure of as-cast Mg-Al-Ca alloy. Trans. Nonferrous Met. Soc. China 21, 1247–1252 (2011).
Brar, H. S., Wong, J. & Manuel, M. V. Investigation of the mechanical and degradation properties of Mg-Sr and Mg-Zn-Sr alloys for use as potential biodegradable implant materials. J. Mech. Behav. Biomed. 7, 87–95 (2012).
Cheng, M. X. et al. Effects of minor Sr addition on microstructure, mechanical and bio-corrosion properties of the Mg-5Zn based alloy system. J. Alloy Compd. 691, 95–102 (2017).
Lee, Y. C., Dahle, A. K. & StJohn, D. H. The role of solute in grain refinement of magnesium. Met. Mater. Trans. A 31, 2895–2906 (2000).
Xiaole, G. et al. In vitro degradation and cytocompatibility of As-cast Mg-5Zn-xSr alloys. J. Mater. Eng. Perform. 29, 434–446 (2020).
Neubert, V. et al. Thermal stability and corrosion behaviour of Mg-Y-Nd and Mg-Tb-Nd alloys. Mat. Sci. Eng. A-Struct. 462, 329–333 (2007).
Zhu, Q. C. et al. Towards development of a high-strength stainless Mg alloy with Al-assisted growth of passive film. Nat. Commun. 13, 5838 (2022).
Bian, D. et al. In vitro and in vivo studies on biomedical magnesium low-alloying with elements gadolinium and Zinc for orthopedic implant applications. ACS Appl. Mater. Interfaces 10, 4394–4408 (2018).
Chen, J., Tan, L., Etim, I. P. & Yang, K. Comparative study of the effect of Nd and Y content on the mechanical and biodegradable properties of Mg-Zn-Zr-xNd/Y (x = 0.5, 1, 2) alloys. Mater. Technol. 33, 659–671 (2018).
Chou, D. T. et al. In vitro and in vivo corrosion, cytocompatibility and mechanical properties of biodegradable Mg-Y-Ca-Zr alloys as implant materials. Acta Biomater. 9, 8518–8533 (2013).
Pan, H. et al. Effect of alloyed Sr on the microstructure and corrosion behavior of biodegradable Mg-Zn-Mn alloy in Hanks’ solution. Corros. Sci. 157, 420–437 (2019).
Ding, Y. F., Li, Y. C., Lin, J. X. & Wen, C. E. Effects of zirconium and strontium on the biocorrosion of Mg-Zr-Sr alloys for biodegradable implant applications. J. Mater. Chem. B 3, 3714–3729 (2015).
Han, P. et al. In vitro and in vivo studies on the degradation of high-purity Mg (99.99wt.%) screw with femoral intracondylar fractured rabbit model. Biomaterials 64, 57–69 (2015).
Shi, F., Wang, C. Q. & Zhang, Z. M. Microstructures, corrosion and mechanical properties of as-cast Mg-Zn-Y-(Gd) alloys. Trans. Nonferrous Met. Soc. China 25, 2172–2180 (2015).
Xu, Y. Z., Li, J. Y., Qi, M. F. & Gu, J. B. The influence of Gd content on the microstructure, mechanical properties, corrosion behavior and corrosion film deposition mechanisms of as-extruded Mg-Zn-Mn-Sr-Gd alloys for biomedical applications. J. Mater. Sci. 57, 2053–2072 (2022).
Li, H. F. et al. Biodegradable Mg-Zn-Ca-Sr bulk metallic glasses with enhanced corrosion performance for biomedical applications. Mater. Des. 67, 9–19 (2015).
Yao, J. H. et al. Growth characteristics and properties of micro-arc oxidation coating on SLM-produced TC4 alloy for biomedical applications. Appl Surf. Sci. 479, 727–737 (2019).
Chen, X. B., Birbilis, N. & Abbott, T. B. A simple route towards a hydroxyapatite-Mg(OH)(2) conversion coating for magnesium. Corros. Sci. 53, 2263–2268 (2011).
Bornapour, M., Celikin, M., Cerruti, M. & Pekguleryuz, M. Magnesium implant alloy with low levels of strontium and calcium: The third element effect and phase selection improve bio-corrosion resistance and mechanical performance. Mat. Sci. Eng. C Mater. Biol. Appl. 35, 267–282 (2014).
Huang, Y. et al. Fabrication of silver-and strontium-doped hydroxyapatite/TiO2 nanotube bilayer coatings for enhancing bactericidal effect and osteoinductivity. Ceram. Int. 43, 992–1007 (2017).
Liu, X. B., Shan, D. Y., Song, Y. W. & Han, E. H. Influence of yttrium element on the corrosion behaviors of Mg-Y binary magnesium alloy. J. Magnes. Alloy 5, 26–34 (2017).
Zhang, E. L., Yin, D. S., Xu, L. P., Yang, L. & Yang, K. Microstructure, mechanical and corrosion properties and biocompatibility of Mg-Zn-Mn alloys for biomedical application. Mat. Sci. Eng. C Mater. Biol. Appl. 29, 987–993 (2009).
Cai, S. H., Lei, T., Li, N. F. & Feng, F. F. Effects of Zn on microstructure, mechanical properties and corrosion behavior of Mg-Zn alloys. Mat. Sci. Eng. C Mater. Biol. Appl. 32, 2570–2577 (2012).
Morlidge, J. R. et al. Gel formation and the efficiency of anodic film growth on aluminium. Electrochim. Acta 44, 2423–2435 (1999).
Jamesh, M. I. et al. Electrochemical corrosion behavior of biodegradable Mg-Y-RE and Mg-Zn-Zr alloys in Ringer’s solution and simulated body fluid. Corros. Sci. 91, 160–184 (2015).
Lee, H. S. & Singh, J. K. Influence of calcium nitrate on morphology and corrosion characteristics of ammonium phosphate treated Aluminum coating deposited by arc thermal spraying process. Corros. Sci. 146, 254–268 (2019).
Radha, R. & Sreekanth, D. Insight of magnesium alloys and composites for orthopedic implant applications - a review. J. Magnes. Alloy 5, 286–312 (2017).
Meng, X. et al. Microstructure, mechanical and corrosion properties of Mg-Zn-Sr-Ca alloys for use as potential biodegradable implant materials. Corros. Eng. Sci. Technol. 55, 739–746 (2020).
Xie, J. S. et al. Towards developing Mg alloys with simultaneously improved strength and corrosion resistance via RE alloying. J. Magnes. Alloy 9, 41–56 (2021).
Liu, H. B. et al. Microstructure and mechanical property of Mg-2.0Ga alloys. Mat. Sci. Eng. A 526, 7–10 (2009).
Hirai, K., Somekawa, H., Takigawa, Y. & Higashi, K. Effects of Ca and Sr addition on mechanical properties of a cast AZ91 magnesium alloy at room and elevated temperature. Mat. Sci. Eng. A-Struct. 403, 276–280 (2005).
Wang, J. et al. First-principle study of the basal-plane stacking fault energies of ternary Mg alloys. J. Mater. Sci. 57, 18417–18436 (2022).
Xu, T. C. et al. Effect of Sr content on microstructure and mechanical properties of Mg-Li-Al-Mn alloy. Trans. Nonferrous Met. Soc. China 24, 2752–2760 (2014).
Yang, Q. et al. Influence of trace Sr additions on the microstructures and the mechanical properties of Mg-Al-La-based alloy. Mat. Sci. Eng. A 619, 256–264 (2014).
Gu, X., Li, S., Li, X. & Fan, Y. A review on magnesium alloys as biodegradable materials. Front. Mater. Sci. 4, 111–115 (2010).
Hort, N. et al. Magnesium alloys as implant materials—principles of property design for Mg-RE alloys. Acta Biomater. 6, 1714–1725 (2010).
Zhang, B., Wang, Y. & Geng, L. Biomaterials-Physics and Chemistry (IntechOpen, 2011).
Zhang, B. P., Hou, Y. L., Wang, X. D., Wang, Y. & Geng, L. Mechanical properties, degradation performance and cytotoxicity of Mg-Zn-Ca biomedical alloys with different compositions. Mat. Sci. Eng. C.-Mater. 31, 1667–1673 (2011).
Gu, X. N., Xie, X. H., Li, N., Zheng, Y. F. & Qin, L. In vitro and in vivo studies on a Mg-Sr binary alloy system developed as a new kind of biodegradable metal. Acta Biomater. 8, 2360–2374 (2012).
Hermawan, H. Biodegradable metals: state of the art. Biodegradable Metals https://doi.org/10.1007/978-3-642-31170-3_2 (2012).
Stulikova, I. & Smola, B. Mechanical properties and phase composition of potential biodegradable Mg-Zn-Mn-base alloys with addition of rare earth elements. Mater. Charact. 61, 952–958 (2010).
Wang, B., Guan, S. K., Wang, J., Wang, L. G. & Zhu, S. J. Effects of Nd on microstructures and properties of extruded Mg-2Zn-0.46Y-xNd alloys for stent application. Mater. Sci. Eng. B 176, 1673–1678 (2011).
Luo, A. & Pekguleryuz, M. O. Cast magnesium alloys for elevated-temperature applications. J. Mater. Sci. 29, 5259–5271 (1994).
Salahshoor, M. & Guo, Y. B. Biodegradable orthopedic Magnesium-Calcium (MgCa) alloys, processing, and corrosion performance. Mater 5, 135–155 (2012).
Mezbahul-Islam, M., Mostafa, A. & Medraj, M. Essential magnesium alloys binary phase diagrams and their thermochemical data. J. Mater. https://doi.org/10.1155/2014/704283 (2014).
Liu, W. J., Cao, F. H., Chang, L. R., Zhang, Z. & Zhang, J. Q. Effect of rare earth element Ce and La on corrosion behavior of AM60 magnesium alloy. Corros. Sci. 51, 1334–1343 (2009).
Chang, J. W. et al. Investigation of the corrosion for Mg-xGd-3Y-0.4Zr (x = 6,8,10,12 wt%) alloys in a peak-aged condition. Corros. Sci. 50, 166–177 (2008).
Ding, Y. F., Li, Y. C. & Wen, C. Effects of Mg17Sr2 phase on the bio-corrosion behavior of Mg-Zr-Sr alloys. Adv. Eng. Mater. 18, 259–268 (2016).
Jin, Y. M. et al. Microstructure-corrosion behaviour relationship of micro-alloyed Mg-0.5Zn alloy with the addition of Ca, Sr, Ag, In and Cu. Mater. Design 195, 108980 (2020).
Liu, M., Schmutz, P., Uggowitzer, P. J., Song, G. L. & Atrens, A. The influence of yttrium (Y) on the corrosion of Mg-Y binary alloys. Corros. Sci. 52, 3687–3701 (2010).
Li, T. et al. Effects of scandium addition on the in vitro degradation behavior of biodegradable Mg-1.5Zn-0.6Zr alloy. J. Mater. Sci. 53, 14075–14086 (2018).
Liu, X. et al. Microgalvanic corrosion mechanism of the rare-earth phase in Mg binary alloys through first-principles calculation. Surf. Sci. 729, 122211 (2023).
Davenport, A. J. et al. Synchrotron X-ray microtomography study of the role of Y in corrosion of magnesium alloy WE43. Electrochem Solid St 10, C5–C8 (2007).
Li, M.-X. et al. Tailoring the microstructure and enhancing the corrosion resistance of extruded dilute Mg-0.6 Al-0.5 Mn-0.25 Ca alloy by adding trace Ce. Corros. Sci. 207, 110605 (2022).
Jamesh, M. I. et al. Effects of zirconium and nitrogen plasma immersion ion implantation on the electrochemical corrosion behavior of Mg-Y-RE alloy in simulated body fluid and cell culture medium. Corros. Sci. 86, 239–251 (2014).
Sun, Y. H., Wang, R. C., Peng, C. Q. & Cai, Z. Y. Microstructure and corrosion behavior of as-extruded Mg-xLi-3Al-2Zn-0.2Zr alloys (x = 5, 8, 11 wt.%). Corros. Sci. 167, 108487 (2020).
Dvorsky, D. et al. The effect of powder size on the mechanical and corrosion properties and the ignition temperature of WE43 alloy prepared by spark plasma sintering. J. Magnes. Alloy 9, 1349–1362 (2021).
Bao, L., Zhang, Z. Q., Le, Q. C., Zhang, S. & Cui, J. Z. Corrosion behavior and mechanism of Mg-Y-Zn-Zr alloys with various Y/Zn mole ratios. J. Alloy Compd. 712, 15–23 (2017).
Suganthi, R. V. et al. Fibrous growth of strontium substituted hydroxyapatite and its drug release. Mat. Sci. Eng. C. 31, 593–599 (2011).
Zhang, J. et al. Synergistic enhancement on mechanical properties and corrosion resistance of biodegradable Mg-Zn-Y alloy via V-microalloying. J. Magnes. Alloy https://doi.org/10.1016/j.jma.2022.05.007 (2022).
Xie, Q. Y. et al. Tailoring the corrosion behavior and mechanism of AZ31 magnesium alloys by different Ca contents for marine application. Corros. Sci. 192, 109842 (2021).
Bornapour, M. et al. Surface characterization, in vitro and in vivo biocompatibility of Mg-0.3Sr-0.3Ca for temporary cardiovascular implant. Mat. Sci. Eng. C 67, 72–84 (2016).
Zhang, Y., Li, J. X. & Li, J. Y. Microstructure, mechanical properties, corrosion behavior and film formation mechanism of Mg-Zn-Mn-xNd in Kokubo’s solution. J. Alloy Compd. 730, 458–470 (2018).
Fan, J. F., Yang, G. C., Zhou, Y. H., Wei, Y. H. & Xu, B. S. Selective oxidation and the third-element effect on the oxidation of Mg-Y Alloys at high temperatures. Met. Mater. Trans. A 40a, 2184–2189 (2009).
Niu, J. X., Chen, Q. R., Xu, N. X. & Wei, Z. L. Effect of combinative addition of strontium and rare earth elements on corrosion resistance of AZ91D magnesium alloy. Trans. Nonferrous Met. Soc. China 18, 1058–1064 (2008).
Song, G. L. Control of biodegradation of biocompatable magnesium alloys. Corros. Sci. 49, 1696–1701 (2007).
Xin, Y. C., Huo, K. F., Tao, H., Tang, G. Y. & Chu, P. K. Influence of aggressive ions on the degradation behavior of biomedical magnesium alloy in physiological environment. Acta Biomater. 4, 2008–2015 (2008).
Ghoneim, A. A., Fekry, A. M. & Ameer, M. A. Electrochemical behavior of magnesium alloys as biodegradable materials in Hank’s solution. Electrochim. Acta 55, 6028–6035 (2010).
Abidin, N. I. Z., Martin, D. & Atrens, A. Corrosion of high purity Mg, AZ91, ZE41 and Mg2Zn0.2Mn in Hank’s solution at room temperature. Corros. Sci. 53, 862–872 (2011).
Zong, Y. et al. Comparison of biodegradable behaviors of AZ31 and Mg-Nd-Zn-Zr alloys in Hank’s physiological solution. Mater. Sci. Eng. B 177, 395–401 (2012).
Jeong, Y. S. & Kim, W. J. Enhancement of mechanical properties and corrosion resistance of Mg-Ca alloys through microstructural refinement by indirect extrusion. Corros. Sci. 82, 392–403 (2014).
Zeng, R. C., Sun, L., Zheng, Y. F., Cui, H. Z. & Han, E. H. Corrosion and characterisation of dual phase Mg-Li-Ca alloy in Hank’s solution: The influence of microstructural features. Corros. Sci. 79, 69–82 (2014).
Cho, D. H., Lee, B. W., Park, J. Y., Cho, K. M. & Park, I. M. Effect of Mn addition on corrosion properties of biodegradable Mg-4Zn-0.5Ca-xMn alloys. J. Alloy Compd. 695, 1166–1174 (2017).
Miao, H. W. et al. Effects of solution treatment before extrusion on the microstructure, mechanical properties and corrosion of Mg-Zn-Gd alloy in vitro. Corros. Sci. 122, 90–99 (2017).
Song, D. et al. Simultaneously improving corrosion resistance and mechanical properties of a magnesium alloy via equal-channel angular pressing and post water annealing. Mater. Des. 166, 107621 (2019).
El-Mahallawy, N., Palkowski, H., Klingner, A., Diaa, A. & Shoeib, M. Effect of 1.0 wt. % Zn addition on the microstructure, mechanical properties, and bio-corrosion behaviour of micro alloyed Mg-0.24Sn-0.04Mn alloy as biodegradable material. Mater. Today Commun. 24, 100999 (2020).
Jana, A., Das, M. & Balla, V. K. Effect of heat treatment on microstructure, mechanical, corrosion and biocompatibility of Mg-Zn-Zr-Gd-Nd alloy. J. Alloy Compd. 821, 153462 (2020).
Munir, K., Lin, J. X., Wen, C., Wright, P. F. A. & Li, Y. C. Mechanical, corrosion, and biocompatibility properties of Mg-Zr-Sr-Sc alloys for biodegradable implant applications. Acta Biomater. 102, 493–507 (2020).
Pulido-Gonzalez, N., Torres, B., Rodrigo, P., Hort, N. & Rams, J. Microstructural, mechanical and corrosion characterization of an as-cast Mg-3Zn-0.4Ca alloy for biomedical applications. J. Magnes. Alloy 8, 510–522 (2020).
Bazhenov, V. E. et al. Microstructure and mechanical and corrosion properties of hot-extruded Mg-Zn-Ca-(Mn) biodegradable alloys. J. Magnes. Alloy 9, 1428–1442 (2021).
Wen, Y. F. et al. Improving in vitro and in vivo corrosion resistance and biocompatibility of Mg-1Zn-1Sn alloys by microalloying with Sr. Bioact. Mater. 6, 4654–4669 (2021).
Lei, L. et al. Effect of extrusion on the microstructure and corrosion behavior of Mg-Zn-Mn-(0,1.5)Sr alloys in Hank’s solution. Corros. Sci. 195, 109975 (2022).
Zhang, E. & Yang, L. Microstructure, mechanical properties and bio-corrosion properties of Mg–Zn–Mn–Ca alloy for biomedical application. Mat. Sci. Eng: A-Struct. 497, 111–118 (2008).
Zhang, E., Yang, L., Xu, J. & Chen, H. Microstructure, mechanical properties and bio-corrosion properties of Mg–Si (–Ca, Zn) alloy for biomedical application. Acta Biomater. 6, 1756–1762 (2010).
Abidin, N. I. Z., Atrens, A. D., Martin, D. & Atrens, A. Corrosion of high purity Mg, Mg2Zn0.2Mn, ZE41 and AZ91 in Hank’s solution at 37 degrees C. Corros. Sci. 53, 3542–3556 (2011).
Cui, Z. Y. et al. Corrosion behavior of AZ31 magnesium alloy in the chloride solution containing ammonium nitrate. Electrochim. Acta 278, 421–437 (2018).
Antoniac, I. et al. Comparative assessment of in vitro and in vivo biodegradation of Mg-1Ca magnesium alloys for orthopedic applications. Materials 14, 84 (2021).
Cao, F. Y. et al. Influence of hot rolling on the corrosion behavior of several Mg-X alloys. Corros. Sci. 90, 176–191 (2015).
Acknowledgements
This work is financially supported by National Natural Science Foundation of China (grant numbers: 52171100, 51971044), Scientific Research Foundation for the Returned Chinese Scholars of Chongqing Human Resources and Social Security Bureau (cx2021109). The technology support by Testing Center of Chongqing University is greatly acknowledged.
Author information
Authors and Affiliations
Contributions
Y.L.: Conceptualization, Data curation, Formal analysis, Investigation, Methodology, Writing-original draft; Y.Y.: Conceptualization, Funding acquisition, Project administration, Supervision, Writing-review and editing; J.W.: Investigation, Methodology; L.W.: Conceptualization, Resources; F.C.: Conceptualization, Resources, Formal analysis, Writing—review and editing; L.Z.: Resources, Writing—review and editing; F.P.: Resources, Funding acquisition, Project administration.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interest.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Li, Y., Yuan, Y., Wang, J. et al. Controllable degradation behavior of Mg-Sr-Y alloys for the bio-applications. npj Mater Degrad 7, 45 (2023). https://doi.org/10.1038/s41529-023-00366-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41529-023-00366-1
This article is cited by
-
Optimization of WEDM parameters for machining Mg-Li-RE alloy using CRITIC-COCOSO approach
International Journal on Interactive Design and Manufacturing (IJIDeM) (2024)
