
Abstract
Metal micro/nanoparticle ink-based printed circuits have shown promise for promoting the scalable application of flexible electronics due to enabling superhigh metallic conductivity with cost-effective mass production. However, it is challenging to activate printed metal-particle patterns to approach the intrinsic conductivity without damaging the flexible substrate, especially for high melting-point metals. Here, we report a pressure-constrained sonication activation (PCSA) method of the printed flexible circuits for more than dozens of metal (covering melting points from room temperature to 3422 °C) and even nonmetallic inks, which is integrated with the large-scale roll-to-roll process. The PCSA-induced synergistic heat-softening and vibration-bonding effect of particles can enable multilayer circuit interconnection and join electronic components onto printed circuits without solder within 1 s at room temperature. We demonstrate PCSA-based applications of 3D flexible origami electronics, erasable and foldable double-sided electroluminescent displays, and custom-designed and large-area electronic textiles, thus indicating its potential for universality in flexible electronics.
Similar content being viewed by others

Introduction
As an essential element of all flexible electronics, the conductive pattern with unique features of bending, twisting, folding, and even stretching plays a crucial role in multifunctionality designs1, adaption to wearable2,3 (or implantable4) personalized healthcare, human-machine interfaces5, and energy harvesting6. Compared to the conductive materials of carbon7,8 (e.g., carbon nanotubes (CNT) and graphene (GR)), polymers (e.g., Poly(3,4-ethylene dioxythiophene):poly(styrene sulfonate) (PEDOT:PSS)) and 2D compounds (e.g., transition metal-based dichalcogenides, oxides/hydroxides, and carbides/nitrides)9,10, metals with superhigh intrinsic conductivity enable the continuously emerging new applications of 2D and 3D flexible electronics11,12,13, such as biodegradable magnesium (Mg), molybdenum (Mo), and tungsten (W) for transient implantable electronics14. Thus, the preparation of circuits (especially for high-melting-point metals of Mo with 2617 °C and W with 3422 °C) on flexible substrates with limited high-temperature tolerance (e.g., < 200 °C for polymers15, < 150°C for paper16,17,18,19,20 and textile fabrics21,22) and their connection to the functional electronic components are of obvious importance23,24.
Metal micro/nanoparticle ink-based printed circuits25, i.e., the application of printing methods (e.g., inkjet printing26, screen printing, and direct writing27) for conductive pattern fabrication under ambient conditions, have shown promise for promoting the scalable application of flexible electronics owing to combining superhigh metallic conductivity with low-cost mass production on various flexible substrates. However, the printed metal-particle patterns without posttreatment are electrically insulated due to the large contact resistance induced by the particle gap, surface oxidation, and coated polymer, which is the main obstacle to enabling printed patterns with intrinsic metallic conductivity. Although extensive and intensive research efforts have been conducted in developing posttreatment methods28(e.g., thermal sintering29, photonic sintering30, chemical sintering31, plasma sintering32, hot-pressing and even ultrasonic-assisted sintering33,34,35), the existing strategies have considerable limitations on the metal particle (e.g., the allowable particle radius < 100 nm for reducing its melting temperature and increasing stacking density of particles) and flexible substrate (e.g., high heat tolerance for thermal sintering, low photosensitivity for photonic sintering, and high corrosion resistance for chemical sintering). The existing sintering methods can only activate limited kinds of printed metal-nanoparticle patterns (e.g., gold (Au), silver (Ag), copper (Cu), and zinc (Zn))36, which still have difficulty approaching high conductivity without damaging the flexible substrate, especially for high-temperature refractory metals (e.g., Mo and W for printed bioresorbable electronics37). Another limitation of most posttreatment techniques is that they are only designed for single-sided printed pattern activation and can not integrate with other processes involved in flexible electronics fabrication, such as interconnecting multilayer circuits and joining the electronic components onto printed flexible circuits.
In this article, we report a simple yet versatile pressure-constrained sonication activation (PCSA) method of printed patterns on various flexible substrates within a second at room temperature (Fig. 1a and Supplementary Movie 1), covering metals with melting points from room temperature to 3422 °C and even nonmetallic inks (such as CNT, GR, PEDOT:PSS, Pb(Zr0.52Ti0.48)O3 (PZT) and thermoelectric semiconductor materials), which can be integrated with the roll-to-roll process for large-scale production. The PCSA rapidly delivers the sonication vibration to the particles adhered by the polymer, induces local high-intensity interface interaction between them, triggers the particles to reassemble into a dense accumulation, disrupts layers of the coated polymer and surface oxidation, enables compatible plastic deformation and interparticle bonding, which exhibits numerous advantages over the traditional activation methods (Supplementary Table 1). The sonication-induced synergistic heat-softening and vibration-bonding effects of particles under a low constraint pressure enable the printed circuits of high melting-point metals to achieve high electrical conductivity without damaging the flexible substrate compared to the existing posttreatment methods (Supplementary Table 2). The PCSA method can activate the printed patterns on the curved surface, interconnect multilayer circuits, and join electronic components onto printed circuits without solder. We also show a series of PCSA-based applications, including an integration strategy for 3D flexible origami electronics preparation, an erasable and foldable double-sided electroluminescent display, and a custom-designed and large-area electronic textile with multiple-function modules.

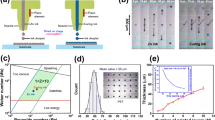
a Illustration of the PCSA principle. Stage I: sonication vibration reassembling solid-metal particles and removing gaps under a low constrained pressure. Stage II: the coated polymer (denoted by the blue ring) and surface oxidation layers are mechanically disrupted, enabling the particle interface’s frictional heat. Stage III: heat softening and vibration bonding of particles. b Photographs and scanning electron microscopic images of Cu ink-based printed circuits on the paper substrate before/after PCSA posttreatment (n = 3; independent samples). c Photographs of the Ag-based printed temperature-RFID (Radio Frequency Identification) antenna on the curved surface embedded into a 3D structure and the measured temperature accuracy demonstrated by the thermocouple. d Electrical conductivity of the printed solid-metal ink-based electrodes with PCSA posttreatment and its ratio to the intrinsic conductivity (n = 4; independent samples). e Working principle illustration of the roll-based PCSA. f Photograph of the device for roll-based PCSA. g Electrical conductivities of the printed Ag electrodes at different positions after the roll-based PCSA multiple activations for the flexible substrate with a width of 500 mm under a passing speed of 50 mm/s.
Results
PCSA for postprocessing printed patterns on flexible substrates
Screen printing is chosen to prepare solid-metal ink-based circuit patterns on flexible substrates due to its easy operation, large-scale production, and low cost25. However, as with other printing methods, the printed patterns of solid-metal particles are electrically insulated, mainly ascribed to considerable contact resistance between particles. We take the printed Cu-particle circuit on the paper substrate as an example to demonstrate the importance of postprocessing. The existing methods of thermal, laser, or chemical sintering are insufficient in reducing the unavoidable micro/nanoparticle interval of the printed pattern, especially for larger particles (radius >1 μm), resulting in low stacking density of particles (Supplementary Fig. 1) and inadequate conductivity38,39. The PCSA method can enable Cu particles to agglomerate, tightly bond on the flexible substrate, and form a compact solid-metal trace (demonstrated by the scanning electron microscope (SEM) images, Fig. 1b), reaching superhigh electrical conductivity (3.03 × 107 S/m) and approaching its intrinsic conduction (5.80 × 107 S/m). The activation process is within 1 s under an ambient atmosphere (Supplementary Movie 1) and does not damage the microstructure and mechanical properties of the paper substrate (Supplementary Fig. 2). The PCSA method has extensive adaptability and effectiveness for different printed metal-particle circuits (such as Ag, Ni, Zn, and Sn, Supplementary Fig. 3a) on various flexible substrates (Supplementary Fig. 3b), which can achieve high electrical conductivity (Supplementary Fig. 3c) and has less limitation on particle sizes (Supplementary Fig. 3d). It can also be used to simultaneously activate the printed patterns and bond the micro-chip on the curved surface. The temperature-RFID (radio frequency identification) antenna is printed on the styrene-butadiene-styrene (SBS) film and gripped by the 3D-printed acrylonitrile-butadiene-styrene (ABS) structures. The PCSA is performed through an arc-shaped sonotrode (see Methods), which not only triggers the electrical conductivity of the printed antenna circuit but also tightly welds the micro-chip onto the ABS support structures (Fig. 1c). The embedded RFID tag function is checked through comparison with that of the thermocouple, which also demonstrates the PCSA feasibility for curved circuit activation.
The PCSA method can activate printed circuits of more than twenty different solid-metal particles on flexible substrates (Fig. 1d and Supplementary Fig. 4) under ambient conditions (~20 °C), which cover melting temperatures (Tm) from 29.8 °C for gallium (Ga) to 3422 °C for W (the highest Tm of metal in nature). The conductivity ratio (rc = σPCSA/σbulk, the PCSA-activated electrical conductivity divided by its bulk value) approaches 100% for the low-melting-point metals (Tm < 300 °C) and is beyond 30% for the tested metals (Tm < 1000 °C), especially achieving rc = 64.9% for Ag, and rc = 52.2% for Cu. The printed Pt (Tm = 1768.4 °C) electrode on the flexible substrate, widely used for electrochemical measurement and temperature sensors, achieves a high electrical conductivity of 1.93 × 106 S/m (rc = 21.2%). The biocompatible and biodegradable metals as transient conductors for human implantation electronic devices14 of Zn (σPCSA = 9.11 × 106 S/m, Tm = 419 °C), Mo (σPCSA = 1.91 × 106 S/m, Tm = 2623 °C), and W (σPCSA = 6.7 × 105 S/m, Tm = 3422 °C) exhibit high electrical conductivities by the PCSA compared to other posttreatment methods (Supplementary Table 2). Apart from pure metal, the printed nickel-titanium (Ni55Ti45) alloy film is successfully activated to reach 1.10 × 106 S/m and shows the memory function stimulated by temperature (Supplementary Movie 2).
The PCSA method can extend to postprocessing the printed nonmetallic patterns. It remarkably reduces electrical resistances of the printed circuits of the carbon-based CNT (Supplementary Fig. 5a) and GR (Supplementary Fig. 5b), and the conductive polymer of PEDOT:PSS (Supplementary Fig. 5c) due to its enhanced particle compactness, such as a decrease of 83% at electrical resistance for PEDOT:PSS electrodes (Supplementary Fig. 5d). This compactness also improves the printed circuit bond tightly with the flexible substrates, which is resistant to external damage without additional encapsulation (Supplementary Fig. 5e). The PCSA-enhanced effects are also observed for the printed film activation of the dielectric PZT (Supplementary Fig. 5f), achieving an increase of 521% for output voltage compared to the pressing method (Supplementary Fig. 5g). We further demonstrate that the PCSA can integratively fabricate flexible film-based thermoelectric generators (FTEG, Supplementary Fig. 6). The thermoelectric semiconductor materials of Bi2Te2.7Se0.3, Bi0.5Sb1.5Te3, Ag2Se, and Cu2Se without any optimization can form the compact film by the PCSA method (Supplementary Fig. 6a). Among them, the Ag2Se film can achieve intrinsic conductivity of 1.27 × 105 S/m (bulk conductivity of 1.35 × 105 S/m)40 as well as excellent bending capacity (Supplementary Fig. 6b) due to its good oxidation resistance and flexibility41. An in-plane π-shaped F-TEG module with ten pairs of P/N-type (Bi2Te2.7Se0.3 and Bi0.5Te1.5Se3) thermoelectric film legs is fabricated by the PCSA method (Supplementary Fig. 6c) to obtain 8.7 μW under a temperature difference of 50 °C (Supplementary Fig. 6d). The FTEG can adapt to the curved surface and harvest body heat to power the wearable sensor (Supplementary Fig. 6e,f).
The roll-based PCSA is designed for large-scale production (Fig. 1e and Supplementary Movie 3). The roller rotation drives the pressed flexible film to pass through the gap between the roller and the sonotrode, which can activate printed patterns by sonication under a low constraint pressure (about 0.4 MPa). The roll-based PCSA also works for metal and nonmetallic patterns on a flexible substrate (Fig. 1f and Supplementary Fig. 7a). It also can achieve high electrical conductivity and excellent large-area conduction uniformity after multiple activations for the flexible substrate with width of 500 mm under passing speed of 50 mm/s (Fig. 1g). This activation uniformity can enable the roll-based PCSA to be suitable for postprocessing a single large printed pattern (180 mm × 260 mm, Supplementary Fig. 7b) and even large-scale production on different flexible substrates (Supplementary Fig. 7c).
Pressure-constrained sonication-induced synergistic softening and bonding effects
The PCSA performance is mainly determined by the sonication-induced synergistic heat-softening and vibration-bonding effects under a low constraint pressure, which involves three stages from the loosened particles to the bonded state. The particles are first adhered to each other through the poly(vinyl alcohol) (PVA) polymer and then reassembled into a dense accumulation through sonication-trigged vibration (referred to as stage I, Fig. 1a), which works for all the printed patterns, whether metal or nonmetallic particles. Compared with the other posttreatment methods, this unique vibration-enabled densification of particles (due to the particle rearrangement) can increase the contact area between particles and improve the electrical conduction of printed patterns (see detailed discussion in Supplementary Note 1). However, the vibration of sonication may destroy the edge of the printed pattern due to particle segregation without strong constraints (Supplementary Movie 4 and Supplementary Fig. 8a). We introduced the coated PVA to suppress this particle segregation effectively. The mechanical-thermal coupling simulation method (Supplementary Note 2) is developed to highlight the PVA impacts and particle interaction during the PCSA process (Case-I in Supplementary Movie 5). The simulation results indicate that the sonication vibration would trigger particle-particle elastic collision without interfacial adhesion and induce particle segregation at the beginning stage (Supplementary Fig. 8b, c). Plastic deformation of the coated PVA increases the energy dissipation at the particle interface, leads to an inelastic collision, and suppresses particle segregation in the sonication vibration (Supplementary Fig. 8d,e). An optimal PVA content (about 1 wt % in the inks) has been designed to achieve better electric conduction without particle segregation (Supplementary Fig. 8f). The high-frequency sonication vibration further disrupts the polymer and surface oxidation, which triggers particle heat softening (referred to as stage II, Fig. 1a) and compatible plastic flow to interparticle bonding (referred to as stage III, Fig. 1a). Microstructures from transmission electron microscope (TEM) images have shown that the Cu nanoparticles are enclosed with layers of surface oxidation and PVA polymer, which are both broken to form the compact Cu layer by PCSA processing (Fig. 2a). This result has been confirmed by more sensitive surface characterization via x-ray photoelectron spectroscopy (XPS) measurements (Fig. 2b), which indicate the total peak area ratio of Cu oxide (CuO and Cu2O) reduces from 53.62% at the original state to nearly zero after the PCSA processing. It is also consistent with SEM images and the corresponding energy dispersive X-ray spectroscopy (EDS) element mappings (Supplementary Fig. 9).

a TEM images of the PVA polymer and surface oxidation layers of printed Cu-nanoparticle with the radius of 50 nm, and the corresponding microstructure after PCSA processing (n = 4; independent samples). b X-ray photoelectron spectroscopy measurements of the printed Cu-nanoparticle pattern before/after the PCSA processing. c Electrical conductivities of the printed BiInSnZn-particle electrode activated by the PCSA (with operation parameters of Ps = 0.3 MPa, ta = 0.08 s, and Sp = 32 W/cm2) or single pressing without sonication, in a room-temperature environment (n = 4; independent samples). d High-frequency dynamic vibration pressures induced by the ultrasonic waves (20 kHz) under different constrained pressures. e Apparent surface temperature rises of the printed BiInSnZn electrodes during the PCSA process under different constrained pressures with ta = 0.1 s and Sp = 8 W/cm2, and (f) under different activation times with Ps = 0.5 MPa and Sp = 8 W/cm2. g Impacts of the operating parameters on the activated conduction of the printed pattern (n = 3; independent samples). h Electrical conductivity of the printed BiInSnZn electrodes on the eight flexible substrates through the PCSA (Ps = 0.3 MPa, ta = 0.08 s, and Sp = 32 W/cm2) (n = 3; independent samples). i Two stacked homogeneous (or heterogenous) printed metal electrodes (5 mm in width) on the paper substrates are bonded by the PCSA, including BiInSnZn-BiInSnZn, BiInSnZn-Cu, and Cu-Cu join (n = 3; independent samples). j Tension strength tests of two bonded homogeneous (or heterogenous) printed metal electrodes. The crack did not occur at the joined area for all the tested cases.
To further experimentally disclose the distinguishing pressure-constrained sonication-induced synergistic heat-softening and vibration bonding effects and to clarify its influence factors, we prepared BiInSnZn alloy (Bi35In48.6Sn16Zn0.4) microparticle ink (1.5 μm in average radius) for the printed circuit (see Methods) due to its simple and cost-effective preparation, remarkable heat-softening effect for easy observation (benefiting from its low melting point of 60 °C, Supplementary Fig. 10a) and excellent ductility (Supplementary Fig. 10b). Its good biocompatibility42,43,44 should be also particularly interesting for use in wearable electronics. We first performed mechanical experiments to determine the stress-strain relationships of the BiInSnZn alloy at various temperatures (19 ~ 55 °C). The result demonstrates the heat-softening behavior that increasing temperature can reduce elastic modulus, yield stress, and plateau stress (Supplementary Fig. 10c–h). This universal heat-softening effect can reduce the activation pressure for the printed BiInSnZn-particle pattern from 35 MPa (reaching rc = 71.2%, Fig. 2c) at 19 °C to 10 MPa (reaching rc = 65.6%, Supplementary Fig. 11a, b) at 55 °C close to the melting point. In addition, we observed that the large activation pressure (10 MPa) would damage the printed pattern at 70 °C over its melting point (Supplementary Fig. 11c). The pressure-free heat-softening can not activate the printed patterns even over 100 °C for 30 min due to the particle gap, coated polymer, and oxide layer (Supplementary Fig. 11d). The PCSA operated at room temperature achieve an approaching the bulk electrical conductivity of rc = 95.2% under low constraint pressure (0.3 MPa) for 0.08 s (Fig. 2c). These comparative experiment results have demonstrated that the low constraint pressure combined with the ultrasonic waves (20 kHz) can produce high-frequency dynamic vibration pressure (Fig. 2d) and enable a more intense interaction of particles than that from high static pressure with high temperatures.
We developed a platform (Supplementary Fig. 12a) equipped with a microscope and high-speed (~104 frames per second) charge-coupled device (CCD) for real-time observation of the microstructure densification evolution of the printed pattern during the PCSA process (Supplementary Movie 6). The BiInSnZn particles printed on the flexible substrate are brought into contact with a transparent glass surface, facilitating real-time monitoring of the densification process enabled by PCSA using a high-speed CCD (Supplementary Fig. 12b). Initially, only a few particles come into contact with the glass due to the presence of numerous pores between them. However, our observations indicate that vibration induced by PCSA drives particle rearrangement and facilitates the filling of these pores through plastic deformation (Supplementary Movie 6 and Supplementary Fig. 12c), thereby enabling compact interparticle bonding. The initial densification ratio of printed particles on the glass side is ~20%, gradually increasing to nearly 100% after PCSA (Supplementary Fig. 13a, b) due to vibration-enabled particle rearrangement followed by rapid filling facilitated by softening-induced plastic deformation flow. This entire densification process occurs quickly (e.g., 17 ms under a large ultrasonic generator output energy, as observed in Supplementary Fig. 13c) due to the sonication-induced synergistic softening and bonding effects. Moreover, we conducted a simulation to investigate particle interaction (Case-II in Supplementary Movie 5). The simulation results indicate that high-frequency friction produces local peak temperature (close to or even over the melting point of the BiInSnZn) at the particle interface (Supplementary Fig. 14a), which induces heat-softening effects and enables particle bonding under a low constraint pressure. An increase in peak temperature for high-melting-point metal particles (Supplementary Fig. 14b), yet remarkably lower than melting temperature, induces the local dramatic heat-softening effects to accelerate plastic deformation and trigger the atomic diffusion to bonding. The peak temperature would rapidly decline due to heat absorption of particles and plastic deformation-weakened interaction, thus avoiding damaging the flexible substrates. It is challenging to directly record the friction-produced temperature at the particle interface during the PCSA process. As an alternative, the printed pattern’s apparent surface temperature is measured to characterize sonication-induced frictional heating indirectly (see Methods). The surface temperature is close to or even over the melting point of BiInSnZn (Fig. 2e, f), indicating an intense friction-heating effect. The particle frictional interaction during the PCSA process is strongly dependent on the operating parameters of constrained pressure (Ps), action time (ta), and sonication power density (Sp), which determine the electrical conduction of the printed pattern (Fig. 2g and Supplementary Fig. 15). Although a limited rise in the apparent surface temperature for high-melting-point metal particle bonding (Supplementary Fig. 16), increasing operating parameters can enhance the electrical conductivity of the printed Cu-particle electrodes (Supplementary Fig. 17). The optimal operating parameters for different metal inks are given in Supplementary Table 3. The lower hardness of metal particles can lead to higher activated electrical conductivities (Supplementary Fig. 18), which is mainly attributed to the fact that increasing hardness leads to weak plastic deformation induced by heat softening (Supplementary Fig. 19 and Case-III in Supplementary Movie 5). The PCSA with appropriate operating parameters enables the printed BiInSnZn-particle patterns on various flexible substrates to approach the intrinsic electrical conductivity (rc > 90%, Fig. 2h), and activates conductive traces with different width even when the transient apparent surface temperature over its melting point (Supplementary Fig. 20). The mechanical performances and reliability of the PCSA-enabled electrodes are tested (Supplementary Fig. 21). The results indicate that the electrical resistance of the printed electrode has less change under the conditions of the small bending radius of 2 mm and large twisting angle of 180o. The printed electrode exhibits excellent mechanical flexibility, which is attributed to the strong bonding between the electrode and the flexible substrate.
The PCSA method can join stacked layers of the printed metal-particle patterns without solder. The commercial conductive pastes of anisotropic conductive film (ACF) and silver paste are widely used for electric interconnection, which have large volume resistivities even after pressing posttreatment with 20 MPa (Supplementary Fig. 22a) due to the insufficient interface contact (Supplementary Figs. 22b and 20c). Interestingly, the PCSA method can enhance the interface contact between ACF (or Ag paste) and electrode, considerably reducing its volume resistivity, such as achieving 1/80 volume resistivity for ACF by the PCSA (Supplementary Fig. 22a). More importantly, the PCSA method can join stacked layers of the printed metal-particle patterns without solder to obtain low volume resistivity, even for the two types of metal particles that present a large difference in the melting points (such as BiInSnZn and Cu, Fig. 2i). This heterostructured connection can enable multilayer circuit interconnection without solder (Supplementary Fig. 23). Tension strength tests of two bonded homogeneous (or heterogenous) printed metal electrodes indicate that the joined area has high bonding strength beyond the substrate tensile strength (Fig. 2j), where the crack did not occur at the joined site for all the tested cases.
PCSA-based integration of 3D flexible origami electronics
Based on PCSA, we present a fabrication strategy for 3D flexible origami electronics, including interconnecting multilayer circuits and joining electronic components onto printed circuits without solder. In recent years, 3D origami-structured electronics have drawn broad interest due to their unique features, allowable complicated electric circuits, multifunction integration, and transformability between various 3D structures28,45. However, fabricating circuits with complex interconnection and integrating the electronic components on flexible substrates face large challenges. The double-sided printed patterns on flexible substrates with interconnection paths by through-holes filled with metal particle ink are easily integrally activated by the PCSA method (Fig. 3a), which can also weld electronic components with printed circuits on flexible substrates without solder (Supplementary Movie 7), making flexible electronics-integrated manufacturing more convenient. The electronic components bond with the printed circuit tightly (Supplementary Fig. 24), even under large deformation (Fig. 3b). For foldable electronics, the conductive trace for most solid metal materials located at the substrate crease is easily damaged by multifolding. The printed BiInSnZn electrode can withstand repeated folding due to its flexibility and tight bonding with the porous paper substrate. It has a resistance rise of 1.6% for full-outward folding (77 μm in bending radius) and 28.5% for full-inward folding (close to zero in bending radius, Supplementary Fig. 25). The printed BiInSnZn electrode also presents a good healing capacity through heat softening because of its low melting point (Supplementary Movie 8). The PCSA can integrate 3D origami-structured electronic devices by assembling the multiple 2D double-sided flexible circuits welded with electronic components (Fig. 3c and Supplementary Fig. 26), which can be folded into various types of structures and maintain electric function (Supplementary Movie 9).

a Illustration of double-sided paper-based circuit preparation and assembly with electronic components by the PCSA. The porous structure of paper helps to bond the printed circuits tightly. b Photographs of the paper-based electronic device. c 3D origami electronics consist of four foldable papers with double-sided circuits integrated with 32 light emitting diodes and a driven chip for brightness control and foldable presentation from a cuboid structure to multilayer lamination. d Photographs of the intelligent paper plane integrated with the multiple electronic modules. e The temperature, humidity, and acceleration information are transmitted wirelessly to mobile phones during an intelligent paper plane flight.
As a proof-of-concept demonstration, the origami-structured plane is prepared by the PCSA method (Fig. 3d and Supplementary Figs. 27 and 28), which integrates the multiple electronic modules, including the temperature/humidity and acceleration sensors, a light emitting diode (LED) display, a battery, and a Bluetooth module. The PCSA has fewer requirements for flexible substrates, such as wastepaper, without additional processing to reduce the material cost of devices. The intelligent paper plane can monitor the self-flight status through acceleration in three directions and measure the ambient temperature and humidity. The obtained information data are transmitted wirelessly to mobile phones in real time (Supplementary Movie 10). This platform can be integrated with more sensors for environmental applications such as pollution detection or disease tracking.
PCSA-based erasable and foldable double-sided electroluminescent
Based on the facile and convenient large-area processability of the PCSA method, we present an erasable and foldable double-sided phosphor-based electroluminescent (P-EL) display with a total thickness of 0.2 mm, consisting of two phosphor layers, two dielectric layers, and a paper substrate printed with double-side interdigitated electrodes (Fig. 4a). Due to its vast potential application in wearable electronics and soft robots, emerging P-EL technology has recently received widespread attention46. The large-area double-sided electrodes of BiInSnZn can be easily activated using the PCSA method, and they exhibit excellent flexibility (Fig. 4b) for fabricating flexible P-EL film (Fig. 4c). When we write a pattern on the P-EL display with a watercolor pen, the trace composed of polar ink can modulate the electric field between the high-frequency voltage applied from the interdigitated electrodes, enhancing the electric field through the phosphor layer and excite the luminescence (Supplementary Fig. 29). This strategy removes the restrictive requirement of electrode transparency and presents better interactivity. The luminance and power efficiency of the P-EL display are strongly dependent on applied voltage and frequencies. The luminance can be enhanced by increasing voltage or frequency (Fig. 4d), while a higher frequency leads to a lower power efficiency (Fig. 4e) due to the cycle time of the electric field being smaller than the excited luminophore lifetime. The P-EL display can achieve a luminance of 149.3 cd/m2 at 140 V and 10 kHz and power efficiency of 1.88 lm/W at 110 V and 500 Hz by optimizing the electrode width and spacing (Supplementary Fig. 30). Interestingly, the luminescence colors can be modulated by the watercolor ink to a certain extent because of the deposition of pigment particles (Supplementary Fig. 31). We thus use a watercolor pen to design various hand-painted luminous patterns (Fig. 4f and Supplementary Movie 11). The watercolor ink deposited on the P-EL display is easily erased through the diluted alcohol to enable luminescence pattern erasable and rewritable capacity (Fig. 4g). Benefiting from the outstanding flexibility of the BiInSnZn electrodes, the P-EL display can be folded into various shapes without influencing its luminescence performance (Fig. 4h).

a Illustration of the phosphor-based electroluminescent (P-EL) display structure. b Photographs of double-sided interdigitated electrodes on the paper substrate, integrated P-EL display (210 mm × 297 mm × 0.2 mm), and c The corresponding double-sided luminescence pattern by writing with a watercolor pen. d, e Dependence of luminescence and power efficiency on the applied voltages and frequencies. f Hand-painted luminous patterns with the watercolor pen. g Demonstration of the erasable and rewritable capacity of the P-EL display. h Demonstration of the foldable capacity of the P-EL display.
PCSA-based custom-designed and large-area electronic textiles
The PCSA method, integrating with screen printing, can produce custom-designed and large-area circuits and integrate electronic components into the textile. Electronic textiles can provide insight into human health, enabling personalized physical health management or in situ clinical monitoring and intervention21,47. Despite large advances in electronic textiles based on printed technologies, many challenges remain, such as mass production and cost-effectiveness limited by the functional materials and manufacturing technologies, the low spatial resolution of circuits, and poor reliability integration of electronic components due to the porous microstructure of textiles. The PCSA-based double-side fabric circuit with complicated patterns (Supplementary Fig. 32a) reaches substantially high resolution (0.2 mm in electrode width) and conductivities. We integrated multiple-function modules of the electroluminescent display, Joule heating, wireless charging on the outside of the shirt (Fig. 5a), temperature and humidity on the face mask (Fig. 5h), and twelve pairs of three-electrode on its inside (Fig. 5j) for monitoring of surface-electromyographic (SEMG) signal. The custom-designed single-sided electroluminescent display (Fig. 5b and Supplementary Movie 12) can allow the personalized design of rich information delivery, realizing various interactions between people. The wearable heating device regulates body temperature to exhibit thermotherapy function. The designed heating circuit can achieve uniform temperature distribution and quick thermal response (Fig. 5c, d) due to the stable electrical conduction of the printed electrodes (Supplementary Fig. 32b). The wireless charging device on fabric cloth (Fig. 5e), consisting of a receiver coil, alternating current-direct current (AC-DC) conversion circuit integrated with electronic components, and supercapacitor energy storage module (Supplementary Fig. 33), can provide the power requirement of wearable electronics (such as heating device). The flexible receiver coil on the fabric cloth can withstand repeated bending at 90 degrees (Supplementary Fig. 34), which leads to a slight increase of 1.7% in resistance. Its inductor can reach 6.75 uH, and the inductor quality factor is 0.79 in the bent state. Wireless charging is efficiently conducted through the electromagnetic energy transition between the receiver and transmission coils. The spiral-shaped transmission coil, winding with a flexible tube filled with the room-temperature liquid metal of GaInSn, is woven into the back of the chair (Supplementary Fig. 35). It is thus convenient for wireless charging when the volunteer is wearing a smart shirt sitting in a chair (Fig. 5f). The integrated AC-DC circuit can convert the high-frequency input current into a stable DC to charge the supercapacitor (Fig. 5g). The capacitive-based humidity sensor is prepared by droplet casting graphene oxide solution onto the fork-shaped electrode of Ag, and Pt electrode is used as a resistive-based temperature sensor (Supplementary Fig. 36). The printed temperature and humidity sensors can be applied to respond to breathing strength (Fig. 5h, i).

a Photographs of the outside shirt integrated with a flexible electroluminescent display, wireless charging module, and Joule heating for thermotherapy. b Photographs of interdigitated electrodes (0.7 mm in electrode width and 0.3 mm for spacing between electrodes) for electroluminescent display (287 mm × 88 mm), and hand-painted luminous patterns. c Thermal infrared image of the heating patterns with the applied direct voltage of 9.5 V. Each heating circuit pattern (99 mm × 99 mm and 2 mm in electrode width) has 17.5 Ω. d Joule heating response, and effects of the applied voltage on the heating temperature. e Photographs of the wireless charging module consisting of a receiver coil (electrode width of 1 mm and 20 circles), AC-DC conversion circuit, and supercapacitor. A electrode is printed on the inside of the shirt to connect the coil with the circuit. f Supercapacitor voltage increases from 0 V to 3.3 V (corresponding to energy storage of 0.2 F) after a wireless charging time of 425 s. A volunteer wearing a smart shirt sits in a chair, and the external transmission coil is arranged on the back of the chair. g Voltage wave of the external transmission (peak voltage of 3.4 V) and receiver (peak voltage of 2.8 V) coils (frequency of 19.2 MHz), and rectification voltage (2.57 V). h The temperature and humidity sensors are integrated into the face mask. i The temperature and humidity responses to breathing strength. j Smart shirt inside-out wearing on a model for presenting the twelve printed electrodes and connecting electrodes. k Surface-electromyographic signals of different body parts under snatch action. l Muscle contribution rate of different body parts for snatch action (n = 3; independent samples).
The hollow-structure electrode of BiInSnZn is designed to present excellent bending capacity and low contact impedance with skin (Supplementary Fig. 37). Compared to the skin electrodes for monitoring SEMG (Supplementary Fig. 38), the PCSA method can enable multiple three-electrode patterns printed on the fabric cloth without inducing complicated electrode routing (Fig. 5j), improving the reliability of measurement. The thin film of conductive gel is applied as the adhesive layer with the skin (Supplementary Fig. 39), which can be replaced after each use. The advantage of this strategy is that the electrodes on the fabric cloth can be reused. A total of twelve pairs of three-electrode are printed on the fabric cloth to monitor the SEMG of different body parts under snatch action (Fig. 5k). The obtained SEMG data can be used to analyze the muscle contribution rate of various parts on the body for snatch action (Fig. 5l) and help to correct posture.
Discussion
We have reported a universal posttreatment method of PCSA, activating the printed patterns on various flexible substrates within 1 s at room temperature for more than dozens of metal inks (covering melting points from room temperature to 3422 °C) and even for nonmetallic inks, has an entirely different activation mechanism and achieves large increases in electrical conduction compared to the existing posttreatment techniques. The PCSA-induced synergistic heat-softening and vibration-bonding effects can reassemble the micro/nanoparticles into a dense accumulation, disrupt surface oxidation and polymer, and enable their bonding while not damaging the flexible substrates even for high-temperature refractory metals. The PCSA method can interconnect multilayer circuits and join electronic components onto printed circuits without solder, which thus enables its capacity for fabricating 2D/3D flexible electronics integratively, including an integration strategy for 3D flexible origami electronics preparation, an erasable and foldable double-sided electroluminescent display, and a custom-designed and large-area electronic textile with multiple-function modules. This simple, cost-effective, yet versatile strategy (even integrated with the roll-to-roll process for large-scale production) can open new perspectives for flexible electronics fabrication and application.
Methods
Materials
The metal micro/nanoparticles were purchased from Beijing Deke Daojin Science and Technology Co., Ltd., and other bulk metals from Shanghai Minor Metals Co., Ltd. The thermoelectric materials of N-type Bi2Te2.7Se0.3 and P-type Bi0.5Sb1.5Te3 (5 μm in diameter) were purchased from Hangzhou Kaiyada Semiconductor Materials Co., Ltd, and N-type Ag2Se and P-type Cu2Se powders (100 nm in diameter) were provided by Wuhan University of Technology. Flexible substrates of A4 paper (80 g), PET (polyethylene glycol terephthalate), PVDF (polyvinylidene difluoride), PA (polyamide), PVA (polyvinyl alcohol), PI (polyimide), PVC(Polyvinyl chloride) and SBS (styrene-butadiene-styrene) with thickness of 50 ~ 100 μm were purchased from Taobao Mall. PVP (polyvinyl pyrrolidone, Mn = 1,300,000), PVA (P139549), ethanol(99.7%), oleic acid, hexyl alcohol (98%), and BaTiO3 (<3 μm) were purchased from Macklin, sliver paste (8331D) from MG Chemicals, ACF tape (9703) from 3 M, CNT (NCT-DZ15) and GR (NCT-YS2E) from Nacate, PEDOT:PSS (H200) from Nanoupe, PDMS (Sylgard 184) from USA Dow Corning Co., Ltd., and ZnS@Cu (D502CT) from Shanghai Keyan Phosphor Technology Co., Ltd. The graphene oxide solution (MSTN-DG0) was purchased from MSTN TECHNOLOGIES Co., Ltd. The high-dielectric epoxy resin adhesive (9915) was purchased from Shenggelu Technology.
Preparation of metal-nano/microparticle ink
The 5% PVP solution was obtained by stirring 1 g PVP into 19 g of hexyl alcohol for 48 h. The 5% PVA solution was prepared by stirring 1 g PVA into 19 g deionized water at 90 °C for 48 h. The impurities of the metal nano/microparticles were first removed by acid pickling. Metal-micro/nanoparticles with 4 g were added to 15 g oleic acid and stirred thoroughly for 5 min, which was then collected by centrifugation at 6577 × g for 5 min (H1850, CENCE). The collected particles were washed through ethanol three times to remove oleic acid. After cleaning, the micro/nanoparticles were dried in a drying oven (80 °C for 2 h). We sonicated (SFX550, Branson) 2 g micro/nanoparticles in 2 ml PVP solution for 10 min at an amplitude of 20% (2 s on and 2 s off) to coat the particles with PVP. The metal particles coated with PVP were collected by centrifugation at 6577 × g for 5 min and dried at 80 °C for 6 h. The metal-micro/nanoparticle ink was prepared by sonicating 2 g particles in 1 % PVA solution for 5 min at an amplitude of 20% (2 s on and 2 s off). The BiInSnZn (Bi: In: Sn: Zn = 35: 48.6: 16: 0.4) alloy was prepared by mixing the metal elements of Bi, In, Sn, and Zn with the given proportion, which was melted at 400 °C in a tube furnace for 4 h. The BiInSnZn ink was prepared by sonicating 4 g alloy in l ml of 1 % PVA solution at 80 °C for 20 min at an amplitude of 40% (2 s on and 2 s off). BiInSnZn particles and dispersion stability can be found in Supplementary Fig. 40.
PCSA process for the printed patterns
PCSA was conducted through the device (Supplementary Movie 1, Supplementary Fig. 41 and Supplementary Note 3), including the pneumatic cylinder, converter (20 kHz and 2.6 kW), booster, and sonotrode (55 mm in radius). We cleaned the bottom surface with ethanol before each PCSA process. The operation parameters of constrained pressure, action time, sonication power density, and repeated times needed to be optimized for different metal particles. The roll-based PCSA device can be found in Supplementary Movie 3.
Electrical and mechanical characterization
The printed electrode conductivity (σ) was derived from the formula σ = l/RS, where l, R, and S represent the length, resistance, and cross-sectional area, respectively. The film resistance (R) was measured by using the four-wire method with a digital source meter (2450, Keithley). The liquid metal of Galinstan was used to join the printed electrode and the probes to reduce contact resistance. The cross-sectional area was measured by SEM (SU3500, Hitachi) and TEM (Tecnai G2 F30, FEI). The elemental analysis is through XPS (ESCALAB 250Xi, Thermo Fisher Scientific). The zeta potential measurement is through a dynamic light scattering particle size analyzer (3000HSA, ZETASIZER). Differential scanning calorimetry (DSC) measurements for BiInSnZn were conducted on NETZSCH DSC 200F3 Maia equipment with a ramp rate of 10 K min−1. For BiInSnZn tension testing, dog-bone-shaped specimens (1.5 mm × 4.25 mm × 25 mm) were prepared and stretched at a tension strain of 0.002 s−1 (C45.105, MTS). The specimens of BiInSnZn cylinders (10 mm both in diameter and height) were used for compression tests in the chamber with different temperature settings from 19 °C to 55 °C, where the compression strains of 0.002 s−1, 0.01 s−1 and 0.05 s−1 are considered.
For the PCSA-induced temperature and pressure characterization, the temperature (k-type, KAIPUSEN) was arranged at the sample center. The pressure sensor (DYMH-102, DAYSENSOR) was located at its bottom (Supplementary Fig. 42). The sensors are collected through the transmitters of temperature (MIK-ST500, MEACON) and pressure (DL8541, QISHENG SENSOR). The data were obtained by the acquisition card (NI USB-6212, ZUIDID).
Temperature RFID tag fabrication and performance test
The temperature RFID tag circuits were prepared through screen printing with Ag particle ink, which was then welded with the RFID chip (LT-TAG9824, Guangdong Elfday Intelligent Technology Co., Ltd.) and activated through the PCSA method (Supplementary Fig. 43). The temperature RFID tag and thermocouple temperature sensor (k-type, KAIPUSEN) were put into a programmable constant temperature and humidity test chamber (BTH-225C, GDBELL). The temperature range was set from 0 to 40 °C, and the temperature change rate was 10 °C/h. The temperature RFID tag was read by a handheld reader (RF-8000, Shenban Technology), and the thermocouple temperature sensor was connected to a data acquisition instrument (34970 A, Agilent).
FTEG fabrication and performance test
The FTEG fabrication is illustrated in Supplementary Fig. 6. The voltage and current of the FTEG were measured by a digital source meter (2450, Keithley). The hot side of FTEG was heated by a heating table (JF946-1010, Changan Jinfeng Electronic Co., Ltd.), and its cold side was kept in a low-temperature reaction bath (DFY-5/25, Shanghai Baidian Instrument Equipment Co., Ltd.) (Supplementary Fig. 44).
Real-time observation of the microstructure densification evolution
The real-time observation platform, including sample loading platform, PCSA execution component, modified optical microscope (6XCP, Shanghai Guangmi Instrument Co., Ltd.), high-speed CCD (Phantom VEO 710, Yorktech Ltd.) and controller, is shown in Supplementary Fig. 12a. The principle of real-time observation is illustrated in Supplementary Fig. 12b.
3D origami flexible electronics fabrication
The designed circuits were prepared through screen printing with BiInSnZn particle ink on the paper substrates and activated by the PCSA method. The foldable 3D origami cuboid structure is integrated with 32 LEDs (0603, TOGIALED, 1.6 mm × 0.8 mm) and a driven chip (nrf52810, Nordic semiconductor) for brightness control. The smart paper plane is integrated with multiple electronic modules, including the temperature/humidity (SHT35, Sensirion), accelerometer sensor (LSM303DLHC, STMicroelectronics), two batteries (401010, OHMAI), and Bluetooth transmission module (nrf52810, Nordic semiconductor).
Double-sided electroluminescent display fabrication and performance test
The interdigital electrodes were printed on both sides of A4 paper (240 mm × 160 mm) and activated by the PCSA. The dielectric material was prepared by mixing BaTiO3 with PDMS at a mass ratio of 1:1, which was spin-coated on both sides of A4 paper at 2500 rpm for 90 s and cured in a drying box (50 °C for 12 h). The luminous materials were prepared by mixing ZnS@Cu phosphor powder with the high-dielectric epoxy resin adhesive (9915, Shenggelu Technology) at a mass ratio of 1.5:1, which was then spin-coated on both sides of the dielectric layer at 2000 rpm for 90 s and cured in a drying box (50 °C for 12 h). The roll-based PCSA is then used to bond the phosphor, dielectric, and electrode layers with the paper substrates. The high-frequency voltage signal is from a generator (AFG31000, Tektronix) and amplified by the device (HA-1600, Pintech). The luminance of the EL display was measured using a luminance meter (137, TES).
Printed circuits on textile fabric and performance test
The circuits for the electroluminescent display, flexible heating, wireless charging, and twelve pairs of three-electrode were prepared on textile fabric through screen printing with Ag/BiInSnZn (4:1 in mass ratio) ink and activated by the PCSA method. The electronic components were welded with wireless charging circuits by the PCSA method, where the stable voltage was converted by the DC/DC conversion chip (BQ25570, TI) to charge the energy storage element (EECEN0F204RK, Panasonic). The capacitive humidity Ag-electrode and resistive temperature Pt-electrodes were printed by screen printing and activated by the PCSA. The humidity sensor was obtained by dropping 0.2 mL 1 mg/mL graphene oxide solution onto the surface of the humidity electrode and drying in an oven (80 °C for 12 h). For the SEMG electrode fraction, the pressure-sensitive adhesive film (WD-3000, Wen Ding Co. Ltd.) and low-impedance hydrogel film (purchased from Xiamen Bingdao Medical Instrument Technology Co., Ltd.) are used to be coated on the electrode on textile fabric (Supplementary Fig. 37).
For the wireless charging module performance test, a continuous sinusoidal signal was generated (AFG31000, Tektronix) and amplified by the power amplifier (ATA105, Aigtek) to the transmitting coil (Supplementary Fig. 34). When the driving frequency was the same as the natural frequency of the resonant circuit, resonance was generated. The charging voltage was measured and recorded in real-time by a voltmeter (UT60BT, UNI-T), and the voltage waveform was monitored by an oscilloscope (TDS2024C, Tektronix). For the flexible heating performance test, it was powered by a DC power supply (IT-M3223, ITECH), and the temperature was read by a thermocouple temperature sensor (k-type, KAIPUSEN). The infrared image provided an intuitive observation of the temperature distribution taken by a thermal infrared imager (U5855A, Agilent). Temperature and humidity sensors were demarcated in a programmable constant temperature and humidity test chamber (BTH-225C, GDBELL). The EMG signal was collected by a commercial acquisition system (ED0039, SICHIRAY). The muscle contribution rate is calculated as follows: root mean square amplitude (RMS) can reflect the effective discharge of EMG,
where M is the RMS and x is the amplitude. The muscle contribution (P) is the percentage value of the effective value of one muscle to the sum of the effective values of all the muscles measured, as:
The EMG data are captured from a healthy male, aged 25 years. There is no specific preparation for the human subject. These experimental results are not specific to any particular sex or gender without incorporating sex and gender into the study design.
Simulation method
For further details on the simulation methods, see Supplementary Note 3.
Reporting summary
Further information on research design is available in the Nature Portfolio Reporting Summary linked to this article.
Data availability
All data are available in the main text, Supplementary Information, or Source data. Source data are provided with this paper.
References
Sekitani, T., Zschieschang, U., Klauk, H. & Someya, T. Flexible organic transistors and circuits with extreme bending stability. Nat. Mater. 9, 1015–1022 (2010).
Lin, M. Y., Hu, H. J., Zhou, S. & Xu, S. Soft wearable devices for deep-tissue sensing. Nat. Rev. Mater. 7, 850–869 (2022).
Someya, T. & Amagai, M. Toward a new generation of smart skins. Nat. Biotechnol. 37, 382–388 (2019).
Choi, Y. S. et al. A transient, closed-loop network of wireless, body-integrated devices for autonomous electrotherapy. Science 376, 1006–1012 (2022).
Heng, W. Z., Solomon, S. & Gao, W. Flexible electronics and devices as human-machine interfaces for medical robotics. Adv. Mater. 34, 2107902 (2022).
Liu, R. Y., Wang, Z. L., Fukuda, K. & Someya, T. Flexible self-charging power sources. Nat. Rev. Mater. 7, 870–886 (2022).
Williams, N. X., Bullard, G., Brooke, N., Therien, M. J. & Franklin, A. D. Printable and recyclable carbon electronics using crystalline nanocellulose dielectrics. Nat. Electron 4, 261–268 (2021).
Chen, K. et al. Printed carbon nanotube electronics and sensor systems. Adv. Mater. 28, 4397–4414 (2016).
Moses, O. A. et al. 2D materials inks toward smart flexible electronics. Mater. Today 50, 116–148 (2021).
Fiori, G. et al. Electronics based on two-dimensional materials. Nat. Nanotechnol. 9, 768–779 (2014).
Huang, Z. L. et al. Three-dimensional integrated stretchable electronics. Nat. Electron 1, 473–480 (2018).
Kim, B. H. et al. Three-dimensional electronic microfliers inspired by wind-dispersed seeds. Nature 597, 503–510 (2021).
Zou, Z. N. et al. Rehealable, fully recyclable, and malleable electronic skin enabled by dynamic covalent thermoset nanocomposite. Sci. Adv. 4, eaaq0508 (2018).
Shim, J. S., Rogers, J. A. & Kang, S. K. Physically transient electronic materials and devices. Mat. Sci. Eng. R. 145, 100624 (2021).
Cano-Raya, C., Denchev, Z. Z., Cruz, S. F. & Viana, J. C. Chemistry of solid metal-based inks and pastes for printed electronics—a review. Appl. Mater. Today 15, 416–430 (2019).
Zhang, Y. et al. Flexible electronics based on micro/nanostructured paper. Adv. Mater. 30, 1801588 (2018).
Harper, A. F., Diemer, P. J. & Jurchescu, O. D. Contact patterning by laser printing for flexible electronics on paper. Npj Flex. Electron 3, 11 (2019).
Bonacchini, G. E. et al. Tattoo-paper transfer as a versatile platform for all-printed organic edible electronics. Adv. Mater. 30, 1706091 (2018).
Xu, Y. D. et al. Pencil-paper on-skin electronics. P Natl Acad. Sci. USA 117, 18292–18301 (2020).
Conti, S. et al. Low-voltage 2D materials-based printed field-effect transistors for integrated digital and analog electronics on paper. Nat. Commun. 11, 3566 (2020).
Libanori, A., Chen, G. R., Zhao, X., Zhou, Y. H. & Chen, J. Smart textiles for personalized healthcare. Nat. Electron 5, 142–156 (2022).
Ismar, E., Bahadir, S. K., Kalaoglu, F. & Koncar, V. Futuristic clothes: electronic textiles and wearable technologies. Glob. Chall. 4, 1900092 (2020).
Khan, Y. et al. A new frontier of printed electronics: flexible hybrid electronics. Adv. Mater. 32, 1905279 (2020).
Jiang, Y. et al. A universal interface for plug-and-play assembly of stretchable devices. Nature 614, 456–462 (2023).
Kamyshny, A. & Magdassi, S. Conductive nanomaterials for 2D and 3D printed flexible electronics. Chem. Soc. Rev. 48, 1712–1740 (2019).
Nayak, L., Mohanty, S., Nayak, S. K. & Ramadoss, A. A review on inkjet printing of nanoparticle inks for flexible electronics. J. Mater. Chem. C. 7, 8771–8795 (2019).
Lewis, J. A. & Gratson, G. M. Direct writing in three dimensions. Mater. Today 7, 32–39 (2004).
Tan, H. W., Choong, Y. Y. C., Kuo, C. N., Low, H. Y. & Chua, C. K. 3D printed electronics: processes, materials and future trends. Prog. Mater. Sci. 127, 100945 (2022).
Hong, S. Q. et al. Antioxidant high-conductivity copper paste for low-cost flexible printed electronics. Npj Flex. Electron 6, 17 (2022).
Yi, N. et al. Fabricating functional circuits on 3D freeform surfaces via intense pulsed light-induced zinc mass transfer. Mater. Today 50, 24–34 (2021).
Lee, Y. K. et al. Room temperature electrochemical sintering of Zn microparticles and its use in printable conducting inks for bioresorbable electronics. Adv. Mater. 29, 1702665 (2017).
Zhang, J. et al. Unraveling the mechanism of plasma-induced curing of particle-free complex inks for manufacturing of high-performance flexible copper films and patterns. Adv. Mater. Technol. https://doi.org/10.1002/admt.202300332 (2023).
Wang, F. L. et al. Ultrasonic-assisted sintering of silver nanoparticles for flexible electronics. J. Phys. Chem. C. 121, 28515–28519 (2017).
Lee, W. et al. Universal assembly of liquid metal particles in polymers enables elastic printed circuit board. Science 378, 637–641 (2022).
Liu, S. H. et al. Ultrasonic-enabled nondestructive and substrate-independent liquid metal ink sintering. Adv. Sci. 10, 2301292 (2023).
Tan, H. W., An, J., Chua, C. K. & Tran, T. Metallic nanoparticle inks for 3D printing of electronics. Adv. Electron Mater. 5, 1800831 (2019).
Li, J. M. et al. Fully printed and self-compensated bioresorbable electrochemical devices based on galvanic coupling for continuous glucose monitoring. Sci. Adv. 9, eadi3839 (2023).
Zeng, X. H. et al. Copper inks for printed electronics: a review. Nanoscale 14, 16003–16032, (2022).
Li, W. L. et al. The rise of conductive copper inks: challenges and perspectives. Appl Mater. Today 18, 100451 (2020).
Yang, D. W. et al. Facile room temperature solventless synthesis of high thermoelectric performance Ag2Se via a dissociative adsorption reaction. J. Mater. Chem. A 5, 23243–23251 (2017).
Zeng, M. X. et al. Printing thermoelectric inks toward next-generation energy and thermal devices. Chem. Soc. Rev. 51, 485–512 (2022).
Yi, L. T., Jin, C., Wang, L. & Liu, J. Liquid-solid phase transition alloy as reversible and rapid molding bone cement. Biomaterials 35, 9789–9801 (2014).
Duan, M. H. et al. Phase-transitional bismuth-based metals enable rapid embolotherapy, hyperthermia, and biomedical Imaging. Adv. Mater. 34, 2205002 (2022).
Abbasi, R. et al. Induction heating for the removal of liquid metal-based implant mimics: a proof-of-concept. Appl. Mater. Today 27, 101459 (2022).
Yang, T. H. et al. Foldable kirigami paper electronics. Phys. Status Solidi A 217, 1900891 (2020).
Ji, J. P. et al. Three-phase electric power driven electroluminescent devices. Nat. Commun. 12, 54 (2021).
Luo, Y. Y. et al. Learning human-environment interactions using conformal tactile textiles. Nat. Electron 4, 193–201 (2021).
Acknowledgements
The authors would like to acknowledge the National Natural Science Foundation of China (NSFC) (No. 52076213, supporting to Z.H.), Beijing Natural Science Foundation (No. L244041, supporting to Z.H.) and the 2115 Talent Development Program of China Agricultural University (supporting to Z.H.) for the financial coverage of this work.
Author information
Authors and Affiliations
Contributions
Z.H. supervised the investigations. L.C. and Z.W. designed and conducted the experiments. D.H., H.D., C.Q., and C.Y. performed much work in the preliminary experiment. Y.Z., R.Z., and C.X. helped with the sample fabrication. Z.L., Z.X., D.C., and Z.S. helped the data analysis. L.C. drafted the manuscript with input from all other authors. All the authors agreed on the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Ethics
All procedures during the electromyography testing from human participants are approved by the Human and Artefacts Ethics Committee, China Agricultural University, with the reference number CAUHR-20231208. The informed consent of all participants was obtained for participation prior to their inclusion in this study and for the publication of images
Peer review
Peer review information
Nature Communications thanks the anonymous reviewers for their contribution to the peer review of this work. A peer review file is available.
Additional information
Publisher’s note Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary information
Source data
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Cao, L., Wang, Z., Hu, D. et al. Pressure-constrained sonication activation of flexible printed metal circuit. Nat Commun 15, 8324 (2024). https://doi.org/10.1038/s41467-024-52873-7
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41467-024-52873-7
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
