
Abstract
A novel technology for the precise fabrication of quartz resonators for MEMS applications is introduced. This approach is based on the laser-induced chemical etching of quartz. The main processing steps include femtosecond UV laser treatment of a Cr-Au-coated Z-cut alpha quartz wafer, followed by wet etching. The laser-patterned Cr-Au coating serves as an etch mask and is used to form electrodes for piezoelectric actuation. This fabrication approach does not alter the quartz’s crystalline structure or its piezo-electric properties. The formation of defects, which is common in laser micromachined quartz, is prevented by optimized process parameters and by controlling the temporal behavior of the laser-matter interactions. The process does not involve any lithography and allows for high geometric design flexibility. Several configurations of piezoelectrically actuated beam-type resonators were fabricated using relatively mild wet etching conditions, and their functionality was experimentally demonstrated. The devices are distinguished from prior efforts by the reduced surface roughness and improved wall profiles of the fabricated quartz structures.
Similar content being viewed by others

Introduction
Crystalline quartz is an exceptional material distinguished by its unique ability to maintain stable material properties within a wide temperature range. Resonant quartz devices realize high mechanical quality factors and offer frequency-temperature stability of approximately 0.6 ppm per degree centigrade1,2. Although significant progress has been achieved recently toward improving the frequency-temperature stability of Si resonators3, quartz remains a very popular and attractive material due to its unique piezoelectric properties. This feature allows for the integration of both actuating and sensing electrodes within the same resonating element rather than as separate entities, as is required for electrostatically actuated Si devices. This benefit may reduce alignment-related errors in high-end sensors. These features have favored the utilization of quartz as a substrate for the fabrication of different types of meso and microscale (MEMS) devices, such as tuning fork resonators for timing applications and frequency control and as mass, gas, and humidity sensors4,5,6,7. Quartz is also indispensable in high-end inertial sensors such as resonant accelerometers and gyroscopes, pressure sensors, electric and magnetic field detectors, and ultraprecise chemical scales (quartz crystal microbalance)8,9,10. In all these devices, the performance quality is measured by analyzing the variations in the structure’s eigenfrequencies under the stress of external stimuli11,12. Manufacturing technologies compatible with larger-scale devices, such as quartz clocks or quartz microbalances for microscale mass sensing, are based on traditional machining methods and are well established. However, these techniques cannot be directly implemented for the fabrication of microscale devices. Thus, the development of new, more suitable approaches is needed.
Several existing fabrication techniques for MEMS devices made of quartz are summarized in Table 1. Traditional machining methods (such as computer numerical control, CNC), while well established, are not suitable for the fabrication of microdevices, mainly due to their inability to achieve the desired structural dimensions and quality. Poor attributes in the resulting structures, such as high surface roughness and microcracks, lead to the deterioration of device performance and prevent the process implementation of large-scale high-end systems. While various finishing methods are routinely available on the macro scale, such as for hemispherical quartz gyros13, their implementation in microdevices may negatively affect manufacturability and cost (and in many cases is not even possible).
Wet etching presents an efficient process for the fabrication of quartz structures, especially for double-sided etching of samples with thicknesses spanning tens or hundreds of microns. Quartz wet etching is generally performed in saturated ammonium bifluoride (NH4HF2) or in BOE (Buffered Oxide Etchant), which is a mixture of NH4F:HF at temperatures of 80 °C or higher. The etchants attack the \(\hat z\)-plane as well as several other quartz orientations, while minimally affecting other planes. Nevertheless, strong anisotropy of the etching due to the trigonal symmetry of quartz crystal inevitably results in structures with complex nonsymmetric geometries and oblique nonorthogonal facets, which makes the generation of desired shapes difficult.
Deep reactive ion etching (DRIE) is a promising and intensively researched technique14,15,16 that allows for the wafer-level fabrication of microscale structures with relatively smooth vertical sidewalls. Several fabrication facilities offer DRIE quartz etching services. However, the overall depth and aspect ratio of the resulting structures fabricated by this process is limited, it is relatively slow, and it is less suitable for the fabrication of devices with a thickness in the tens of micrometers or hundreds of micrometers range. In addition, similar to common MEMS processes, quartz DRIE requires lithography and masking, making it less suitable for prototyping efforts.
Femtosecond (fs) laser-induced chemical etching (FLICE) is a promising emerging method for the micromachining of transparent solid materials. The FLICE method for preparing three-dimensional (3D) structures comprises two steps: first, photomodification of the transparent material by irradiating a train of pulses with a focused femtosecond laser beam; second, immersion of the irradiated material in etching solutions for a specified duration. For example, the fabrication of 3D microchannels with the FLICE method has been realized for silica17,18,19, sapphire20, and borosilicate glasses21. In addition, laser-induced chemical etching has been applied for quartz crystal surface structuring22 or in-quartz microchannel fabrication21. However, the method has not been used for quartz “through-cut” or actuated functional device manufacturing. Moreover, the reported laser-assisted etching technologies23,24 did not allow quartz to retain its excellent piezoelectric properties due to amorphous regions created by laser-matter interactions.
Here, we report an application of a refined FLICE process with the general goal of establishing a method that allows for the micromachining of quartz structures with desired shapes and dimensions while preserving the crystalline structure and minimizing postproduction defects. We found that optimizing the parameters of an ultrashort laser (~270 femtosecond pulse width) at 343 nm results in quartz bulk modification without changing the quartz crystalline structure while still producing the desired etching selectivity. The suggested fabrication framework preserves all the advantages of laser micromachining, such as fast (lithography-free) prototyping, the ability to create structures of desired symmetric geometries through wafer-scale processing, and the patterning of metal coating by the laser, without negatively impacting the quartz crystalline structure. Except for the metal layer deposition and wet etching, this fabrication process is executed using one laser tool and without clean-room requirements. This approach was found to be very efficient and convenient for rapid prototyping during device development, where various configurations can be fabricated, tested, and optimized simultaneously in a short time. The FLICE method may also be comparable to the overall time for lithography-based processes, where ~15 min is required to process an area of 150 mm2.
These features collectively demonstrate that the suggested FLICE process is especially suitable for the fabrication of functional, piezoelectrically actuated resonant MEMS devices for high-end sensing applications.
Materials and methods
Quartz structure manufacturing process (FLICE)
The starting material was Z-cut double-side polished quartz wafers25. Z-cut quartz is widely used for the fabrication of microactuators, microsensors, and other force-sensitive devices that exploit flexural modes of vibrations. In addition, Z-cut quartz conveniently has a high wet etch rate through the Z plane. The wafers were 4″ in diameter, with thicknesses of 100 µm and 300 µm, and with a primary flat oriented in the X-cut direction for alignment purposes.
To create a functional resonator shaped from quartz, the following conditions must be achieved in perfect cohesion:
-
Full device geometry
-
Precise quartz crystal orientation with respect to the geometry
-
Electrode positioning concerning the quartz crystallographic direction
With these requirements in mind, the FLICE-based fabrication method suitable for quartz device manufacturing and detailed in Fig. 1 was implemented.

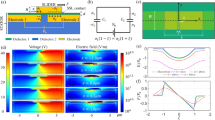
a quartz wafer is coated on both sides with the Cr/Au metallic layer, b laser ablation of the metallic layer and the quartz hard-mask formation, c wafer state after laser ablation, d wet etching of quartz, and e electrode formation by laser ablation
The process starts with a PVD coating of the wafer on both sides with a Cr/Au:20 nm/200 nm thick layer. At this first stage of fabrication, the Cr-Au coating serves as the mask for the wet etching process. Next, the Cr/Au film is ablated with the laser, defining the electrode patterns. Then, additional laser scans are repeated with lower pulse energy to enhance wet etch rate selectivity. After, the wafer undergoes a wet etch process. The laser-treated area is etched until the desired thickness is reached by timing the immersion in the etchant. After the first etch process is completed, the metal coating is chemically removed and the entire wafer is recoated with a new Cr/Au layer. This coating serves as both the etch mask and the base conductive layer for the actuating and sensing electrodes. In the next stage, laser ablation of the Cr/Au layer is followed by low-energy laser scans for selectivity of future etching of the trenches. Then, the second wet etch process is performed, resulting in a through-cut of the wafer and finalizing the geometry of the stand-alone quartz structure. In the final stage, the actuation electrodes and the conductors at the wafer top surface are applied by patterning with a laser ablation Cr/Au layer with laser ablation.
The final beam-type device with the electrodes is shown in Fig. 2.

a View of the whole quartz device with electrodes and contact pads. b Enlarged image of electrodes on the resonating quartz beam (2890 × 120 × 100 µm)
Laser scanning
The common laser parameters for FLICE processes are ultrashort pulses with pulse durations varying between several hundred femtoseconds and up to several picoseconds. In this process, the laser wavelength is usually in the near IR regime at either 1030 nm or 1064 nm.
The ultrashort pulses reach extremely high intensities in the substrate, approximately \(1e^{12}\,({\rm{W/cm}}^2)\). At this power density, nonlinear multiphoton absorption occurs, leading to material alterations from the nucleation of defect atomic states to the rupturing of molecular bonds. A thorough analysis of the various phenomena involved can be found in the literature20,26,27,28. By using the third harmonic (THG) of the initial wavelength, we further increase the incident photon energy, which proved to be a critical factor in the process developed by this study. As a result of these physical and chemical modifications associated with multiphoton absorption, the irradiated areas acquire an increased solubility to acids.
The laser used was a Tangerine model by Amplitude-Laser29 combined with a THG option capable of producing pulsewidths of 270 femtoseconds up to 10 picoseconds. This creates output pulses of 343 nm wavelength with pulse energies up to 40 μJ at a pulse repetition rate of 175 kHz. The apparatus used for scanning the samples from the laser output consisted of several low group delay dispersion mirrors (GGD) and a Newson galvanometer scanner with an f-theta lens of 100 mm (see Fig. 3). This setup produces a Gaussian beam spot size of ≈20 μm. At the maximum pulse energy, peak powers of ≈\(10e^{13}\,\left( {\frac{{\rm{W}}}{{{\rm{cm}}^2}}} \right)\) can be reached on the substrate, resulting in undesired direct cold ablation of the substrate material30. For pulse energies of ~3 \(\upmu {{{{{\rm{J}}}}}},\,7e^{12}\left( {\frac{{\rm{W}}}{{{\rm{cm}}^2}}} \right)\) the Au/Cr coating is ablated without damaging the underlying substrate (see Fig. 4). Following the ablation of the coating layer, up to 50 additional scans over the exposed wafer surface with a pulse energy of 1 μJ and a pulse-to-pulse pitch of 3 μm (at a pulse repetition rate of 44 kHz) generate the desired defects, resulting in etch selectivity. It is worth noting that the laser spot size determines the critical dimension of the device. If smaller critical dimensions are required for a device, the laser fluence/peak power should be maintained so as not to contribute to undesired nonlinear propagation phenomena within the substrate.

Schematics of laser propagation path to substrate allowing scanning accuracies of several microns. The XY motion table also included a rotation axis for the alignment of the wafer flat primary

SEM images of Cr/Au coating ablation patterns. The Au-coated bright area (I) was not scanned; in the dark area (II), Au was removed by ablation
Laser-matter interactions with quartz
We further explain the material modifications according to possible interactions that occur when a femtosecond laser beam interacts with a quartz crystal. This interaction consists of a variety of physical processes depending on the laser parameters and the crystal properties. As stated, one of the most important interactions is nonlinear absorption. The efficiency of this process is determined by the material’s nonlinear susceptibility, which is a measure of its ability to interact with the laser field. Nonlinear absorption can also lead to the formation of defects and color centers in the crystal, which affect its optical and electrical properties31,32.
Considering the laser parameters as mentioned above, with the third-order nonlinear susceptibility of the quartz crystal as \(\chi ^{\left( 3 \right)}\sim 4.2 \times 10^{ - 22}\), we define:
where n2 is the nonlinear refractive index of the crystal, \(\lambda _o\) is the laser wavelength, c is the speed of light in a vacuum, \({\it{\epsilon }}_0\) is the vacuum permittivity, and n is the refractive index of the crystal.
Since our peak intensity is ~47,005 \({\rm{MW/mm}}^2\), we exceed the critical power for self-focusing given by:
This yields a factor of ~17. We note that most likely only above a factor of ~100 will the beam break-up occur, while the self-focusing distance will be reached at a depth of:
In our case, this thickness is beyond the thickness of the quartz wafer, so we do not reach the full limit of the self-focusing; however, this process still results in a converging beam that reaches intensities exceeding 20 \({\rm{TW/cm}}^2\) at a depth of ~88 μm within the quartz wafer. At these intensities, a small region within the focal volume is very rapidly ionized by the combined action of avalanche and multiphoton processes in only a few optical cycles, causing dielectric breakdown and creating an ionized solid-state density plasma33. This plasma effectively absorbs ~60% of the incident energy. Considering a spherical plasma volume defined by the spot size at 88 µm depth with a skin depth of ~60 nm, we calculate the absorbed energy density as translating to a pressure of ~400 GPa 34,35. This produces a significant shockwave within the substrate that is significantly above Young’s modulus of the quartz wafer (97.2 GPa), thus resulting in localized nanometer voids in the surrounding radius where the shockwave is comparable to the absorbed energy: \(\left( {\frac{4}{3}} \right)\pi R^3p_0 = E_{abs}\), where \(p_0\) is the Young’s modulus. In our case, this volumetric radius approaches ~1.2 µm, which supports the XRD results in Fig. 5 showing that even if nanometer-scaled voids are formed, this does not result in an amorphous structure but does induce stresses on the crystal lattice structure.

XRD lines of quartz samples treated by UV laser with different pulse durations compared to a blank wafer with no processing. Settings: laser pulse repetition rate (PRR) of 43 kHz, 100 mm/s scanning velocity, 8 µJ pulse energy
An additional process that can cause distortions in the crystal stoichiometry is piezoelectric excitation, whereby the laser pulse mechanically deforms the crystal and thus induces an electric charge36,37,38,39. This process is governed by the piezoelectric coefficient of the crystal, which determines the magnitude of the electric field generated by the deformation. Since significant absorptance occurs only at the plasma formation site, this effect is dwarfed by the induced shockwave; however, it is nonetheless considered due to be a known effect.
From this calculation, we derive that the stress induced by the shockwave is the most significant factor that results in the desired material defects as further described below.
Quartz crystal functional devices essentially rely on quartz’s piezoelectric properties. To characterize the post-processed quartz structure and specifically to ensure that the process did not damage the crystalline structure of the material, we performed X-ray diffraction (XRD) tests. The results of XRD measurements are shown in Figs. 5 and 6.

Alpha peak values of 2θ = 50.67 for various laser powers (color scale), pulse widths (y-axis), wavelengths (symbol), and PRR (size) as measured with XRD. The upper deep blue line shows the value for quartz that was nontreated with a laser (valued at 175). The table below displays the list of predictors with their respective contributions and ranks to a bootstrap forest partitioning model
XRD spectra of quartz samples treated by laser demonstrate a pronounced peak at 2θ = 50.67, indicative of the quartz (2)003 plane. The XRD patterns indicate the presence of only crystalline material. However, some peak broadening and slight shifts can be seen in the XRD pattern, especially after 500 fs and 1 ps pulsewidths, as shown in Fig. 5. Notably, the peak at 1 ps surpasses that at 500 fs; however, there is also a noticeable change in the crystalline plane with a peak appearing at 2θ = 38 (not illustrated). A broader comparison in Fig. 6 shows the advantage of using a lower powered UV wavelength at a short pulsewidth of 270 fs to maintain values that better resemble the unprocessed crystalline material. Further apparent in Fig. 6 is the increased damage to the crystalline structure generated by the IR wavelength, as noted by a low peak count value even at 270 fs pulsewidth. This effect contributes to the preference for UV ultrashort pulses at low repetition rates for FLICE fabrication of quartz MEMS. We attribute these effects of pulsewidth and pulse energy directly to the ionization threshold, as has been described thoroughly34.
We attribute the peak broadening and/or shifts seen in XRD analysis to the strain40 induced by the laser-matter interactions, as described above. This in turn may result in several modifications to the substrate:
-
1.
Changing the crystallite/diffracting domain size.
-
2.
Crystal lattice distortion (microstrains) induces dislocations and creates concentration gradients of atomic structures, resulting in distortions in stoichiometry.
-
3.
Formation of structural defects that do not align with the full crystalline lattice.
Figure 6 indicates that both homogeneous and inhomogeneous strains in the samples result in XRD peak broadening and shifting. These effects are more pronounced at pulsewidths longer than 500 fs and for higher laser powers. Nevertheless, we conclude that the sample has preserved its crystalline structure after the process of applying UV energy at ultrashort femtosecond pulsed scanning. This observation is consistent with the results of the actuation testing of the devices. These precise localized and controlled laser-induced strains in the quartz are the primary cause of etching selectivity.
Chemical etching of quartz
The next significant step in the process is the etching of the substrate. We used a mixture of hydrofluoric acid (HF) and ammonium fluoride (NH4F) to etch the quartz after laser treatment. The ratio NH4F:HF and solution temperature were changed to create a membrane of the required thickness or through-cut trenches. We found that the optimal NH4F:HF ratio lies in the range between 4:1 and 1:1; the etching temperature was held between 40 and 60 °C. The selected parameters allowed controlled etching with an etching rate of 20–40 µm/h, depending on the temperature and NH4F:HF ratio. We observed that slower etching resulted in better surface quality, but this trend requires further investigation.
While there are many types of quartz resonant devices, most quartz sensors, such as accelerometers and pressure sensors, use double-ended tuning forks or double-clamped single beams41,42; as such, we have applied those designs in this fabrication experiment. Examples of the quartz shapes as fabricated by our FLICE process are presented in Figs. 7 and 8.

a Overview image of the entire device. The beam is oriented in the y direction. b Zoomed-in tilted (30°) scanning electron microscopy (SEM) image of an 80 µm wide and 100 µm thick beam fabricated from a 300 µm thick wafer. The beam position is in the middle of the wafer, and the etch depth is 100 µm. c Zoomed-in tilted (45°) image of the beam near the attachment point. The etched lateral beam surface (sidewall) is visible

a Side view from the left of the beam. b Cross-sectional view of the 90 µm wide 100 µm thick beam. c Side view from the right of the beam with “facet” corresponding to the crystallographic structure
Quality inspection of the final shape was carried out with a Zeiss Differential Interference Contrast (DIC-Nomarski) microscope with a magnification of 200× and with an atomic force microscope. The measured roughness of the upper surface etched area (Fig. 7) was less than 200 nm.
The influence of the laser treatment on the etch process is revealed by two phenomena, namely enhancement of the etching and improvement of the etched surface quality.
It seems that the laser treatment did not significantly influence the etch rate. A direct comparison of etch rates with those reported in other studies6 would be invalid since very different etching parameters were presented in those works. However, we argue that laser irradiation noticeably improves the process by making the propagation of the etched plane homogeneous and parallel to the wafer surface without creating angled membranes in the crystallographic plane, as are created in other wet etch processes20.
A comparison of etched quartz surfaces that were and were not irradiated is shown in Fig. 9. Therefore, this FLICE fabrication method allows us to achieve better surface quality with the same wet etch parameters.

a Quartz surface after 4 h of etching without laser treatment before etching. b Quartz surface after 4 h of wet etching under the same conditions as in (a) and after laser treatment before etching
Following the process in Fig. 1, the second coating of the wafer with Cr/Au was applied for electrode fabrication by laser direct writing on the Cr/Au layer in the defined regions. The final beam-type device with the electrodes is shown in Fig. 2.
Role of process parameters
The primary features of the fabrication method are ensuring the device’s integrity and minimizing mechanical defects due to the stress and strain created during the fabrication process.
Laser micromachining can cause defects that appear throughout the quartz wafer (top, middle, or bottom) due to undesired stress formation from self-focusing and other phenomena, as described in ref. 43, resulting in subsequent cracking of the processed material44,45,46,47.
By focusing the process parameters to only ablate the top layer and performing consecutive scanning to instigate structural defects without the presence of material ablation, no plasma is formed, and thus no significant stress is created in the substrate. This approach mitigates the defects to only those desired, resulting in selectivity for the wet-etch process. It is important to note that the proposed method shows good robustness to small process variations such as pulse-to-pulse stability and additional scanning velocity/repetitions.
Functional testing
Following the FLICE process to fabricate single-crystal quartz MEMS resonators comprising several configurations, the devices were operated in air and their functionality was demonstrated. The dynamic responses, vibrational amplitudes, and Q-factors were measured. The experimental resonant frequencies and amplitudes were compared to values predicted by a finite element (FE) model.
To connect the actuating electrodes to the voltage sources, two mounting approaches were implemented. In the first arrangement, chips with crystal resonators were attached to a metallic holder with conductive pins. One side of each of the contact wires was wire-bonded to the contact pads on the chip, while the other side was connected to the pins, as in Fig. 10a. These pins were connected to the voltage source using mechanical clips. In the second arrangement, the connecting wires were bonded to the chip pads and the custom-built PCB pads, as shown in Fig. 10b. These PCB pads were connected to the voltage source by micromanipulators (probes). The metallic holders or PCBs were placed on the wafer prober chuck in such a way that the plane of the chip was perpendicular to the chuck plane and the sidewall of the beam was visible through the microscope, as shown in Fig. 10c.

a Wire-bonded quartz resonator chip mounted on a metallic holder. Connecting wires are attached to the holder’s pins. b The chip attached to the PCB with relative scale to pencil. c The PCB with the quartz chip is vertically mounted on the wafer prober chuck. The device is electrically connected by microprobes. d Schematics of the electrical connections
The functionality tests included measurements of the resonant frequencies associated with the fundamental in-plane (parallel to the chip plane) mode of vibration, amplitudes at the resonant frequencies, and quality factors. All experiments were conducted under ambient air conditions. Before operation, the resonator dimensions were measured with an optical microscope. The fabricated device’s geometry dimensions were within 3% of the designed specifications.
In all tests, one of the resonator’s electrodes was grounded. An AC voltage supplied by a two-channel arbitrary function generator (Tektronix AFG3022C) was applied to the second electrode. To induce the resonant responses of the beams, a fast periodic chirp was implemented to first locate the frequencies, followed by a slower linear chirp lasting 30 s, where the voltage signal frequency, f, was driven from 70 kHz to 78 kHz in the vicinity of the calculated baseline fundamental mode frequency of f0 ≈ 76 kHz. The actuating voltage was modulated between 1 V and 5 V. The input signal was monitored in real-time by a four-channel oscilloscope (Keysight InfiniiVision DSOX2004A). The dynamic responses of the resonators were registered using a single-point laser Doppler vibrometer (LDV, by Polytec GmbH) operated in velocity mode and equipped with an OFV-551-1 sensor head, an OFV-5000 controller, and a VD-06 velocity decoder. The LDV detector beam collimated by a microscope (Navitar with the long working distance Mitutoyo ×20 lens) was focused on the middle of the resonator beam. We note that the vertical positioning of the chip at the edge of the PCB conveniently allows direct measurement of the beam’s velocity response by LDV48. Signals from the LDV were input into an oscilloscope and a real-time spectrum analyzer (Tektronix RSA3000B). The acquired spectral data were fitted numerically using a Lorentzian function, and the corresponding resonant frequencies and quality factors were obtained. Since the LDV was operated in velocity mode, the amplitudes u0 of the nearly time-harmonic responses were recalculated using the known expression, where VLDV is the vibrometer analog output (in V), α = 10 mm/s is the LDV conversion factor and f is the output signal frequency.
Results and discussion
Quartz resonators were fabricated with nominal dimensions of L = 2650 ± 75 µm and x = 90 ± 3 µm, and height of h = 100 ± 3 µm. The resonant frequency vibrational mode was measured in the xy plane of the quartz crystal, parallel to the wafer surface. This was compared to an FE model of the resonator as designed in COMSOL. The beam was modeled using 24,872 three-dimensional solid brick-type and tetrahedron elements. For the material properties, the full matrices of the quartz stiffness and piezoelectric coefficients were used49,50, and the density of quartz was set as ρ = 2650 kg/m3.
Linear modal analysis was used to calculate the resonator beam’s fundamental frequency mode, as shown in Fig. 11a, and was found to be f0 = 73436 Hz. Coupled static electromechanical analysis was used to estimate the static deflections of the piezoelectrically actuated beam. A static DC voltage of Vdc = 5 V was used. The FE model result displacement is shown in Fig. 11b.

a Close-up of the mesh used for modal analysis and static deflection measurements with a zoom of cross-section, as simulated with COMSOL software. The model contained the real geometry of the tie, including oblique facets. b Static deflection in the in-plane direction (x-axis)
The spectral response of the three samples’ resonator beams at the actuating voltage of Vac = 5 V is shown in Fig. 12a. A linear Lorentzian response was observed in all cases. The linearity of the resonator response is illustrated in Fig. 12b, where the voltage-amplitude dependence is shown. The results are summarized in Table 2. The average resonance frequency of all the resonators is 74.02 kHz with a standard deviation of 0.35 kHz, which differs from the calculated value by 0.47%. The variation between the different resonators is mainly attributed to the beam’s dimensions, geometric measurement errors, and undetected defects in the resonators.

a Spectral response of the beams vibrating in the fundamental in-plane mode. Different curves correspond to the different sample resonators of the same nominal dimensions. b Resonant midpoint amplitudes, in terms of the beam’s midpoint displacements, vs. actuating voltage dependence of several sample resonators
The calculations of the natural frequencies and modes of the devices were performed under the consideration of a steady, time-independent force. At the resonance, the amplitude is equal to the product of the static deflection and the Q-factor, such that the amplitudes were estimated by dividing the measured amplitudes by the measured Q-factor and comparing the resulting values with those given by a static displacement method51. This comparison is seen in the last row of Table 2. While the resulting q-factors are relatively low, the accuracy of the simulated model with respect to the measurement data demonstrates the quality and integrity of the fabrication methods presented in this study. The manufacturing approach further presents a method that can easily be implemented from prototyping to production of high-quality quartz MEMS devices with high confidence. Although the systematic investigation of the q-factor is beyond the scope of this work, it will be the focus of future efforts toward optimizing the device’s geometry for superior performance.
Conclusions
In this study, we demonstrated a method for fabricating piezoelectrically actuated crystalline quartz-based MEMS resonators by femtosecond laser-induced chemical etching. We proved our method’s feasibility and integrity for prototyping functional MEMS devices. We reviewed the mechanisms underlying the viability of the method by analyzing the crystalline structural modifications from laser-matter interactions. We determined that with ultrashort pulses (on the order of hundreds of femtoseconds at 343 nm wavelengths), fine structural qualities maintain their original monocrystalline orientation, resulting in a high experimental resonance that closely matched simulated results under ideal calculations. There exist numerous types of sensors, such as resonant accelerometers, magnetic and electric field sensors, pressure sensors, and others, that can be based on the double-ended tuning fork (DETF) or quartz tuning fork (QTF). Therefore, in this study, we fabricated and tested devices comprising several of these configurations and propose that our suggested approach can be implemented for the fabrication of all the aforementioned devices.
The combination of methods used for fabricating the quartz-based MEMS device presents an advancement that paves the way for implementing single-crystal quartz into MEMS components. With the paramount advantages that quartz offers relative to other common MEMS materials, functional components with greater stability, higher accuracy, and increased sensitivity are possible. The capability for full integration of a MEMS device with high-quality machining and an embedded electronic circuit positions quartz as an increasingly promising material for future MEMS development.
References
Cambon, O. et al. Piezoelectric characterization and thermal stability of a high-performance α-quartz-type material, gallium arsenate. J. Appl. Phys. 97, 074110 (2005).
Tanaka, M. An overview of quartz MEMS devices. 2010 IEEE International Frequency Control Symposium 162–167 (2010).
Han, J. et al. Temperature compensated bulk-mode capacitive MEMS resonators with ±16 ppm temperature stability over industrial temperature ranges. J. Microelectromech. Syst. 31, 723–725 (2022).
Friedt, J.-M. & Carry, É. Introduction to the quartz tuning fork. Am. J. Phys. 75, 415–422 (2007).
Pisupati, S., Kundukoori, D., Mekala, N., Kaluvan, S. & Zhang, H. Design of resonance based DC current sensor using BAW quartz resonators. Sens Actuators A Phys. 271, 104–110 (2018).
Li, C. et al. A micro-machined differential resonance accelerometer based on silicon on quartz method. Sens Actuators A Phys. 253, 1–9 (2017).
Alodhayb, A. Quartz tuning fork, a low-cost orthogonal measurement tool for the characterization of low-volume liquid reagents. Measurement 152, 107313 (2020).
Wang, J. et al. All-quartz high accuracy MEMS pressure sensor based on double-ended tuning fork resonator. Procedia Eng. 120, 857–860 (2015).
Li, Y. et al. A high-sensitivity resonant differential pressure microsensor based on bulk micromachining. IEEE Sens J. 21, 8927–8934 (2021).
Han, C., Li, C., Zhao, Y. & Li, B. High-stability quartz resonant accelerometer with micro-leverages. J. Microelectromech. Syst. 30, 184–192 (2021).
Danel, J. S. & Delapierre, G. Quartz: a material for microdevices. J. Micromech. Microeng. 1, 187–198 (1991).
van Empel, F. J., Massen, C. H., Arts, H. J. J. M. & Poulis, J. A. Independent multiple oscillations of a single quartz wafer. J. Acoust. Soc. Am. 50, 1386–1387 (1971).
Basarab, M. A., Lunin, B. S., Matveev, V. A. & Chumankin, E. A. Balancing of hemispherical resonator gyros by chemical etching. Gyroscopy Navig. 6, 218–223 (2015).
Abe, T. & Itasaka, Y. A fabrication method of high-Q quartz crystal resonator using double-layered etching mask for DRIE. Sens Actuators A Phys. 188, 503–506 (2012).
Laermer, F., Franssila, S., Sainiemi, L. & Kolari, K. in Handbook of Silicon Based MEMS Materials and Technologies 417–446 (2020).
Waits, C. M., Morgan, B., Kastantin, M. & Ghodssi, R. Microfabrication of 3D silicon MEMS structures using gray-scale lithography and deep reactive ion etching. Sens. Actuators A Phys. 119, 245–253 (2005).
Hnatovsky, C. et al. Polarization-selective etching in femtosecond laser-assisted microfluidic channel fabrication in fused silica. Opt. Lett. 30, 1867 (2005).
Berg, Y., Kotler, Z. & Shacham-Diamand, Y. Holes generation in glass using large spot femtosecond laser pulses. J. Micromech. Microeng 28, 3–5 (2018).
Mishuk, E. et al. Femtosecond laser processing of ceria-based micro actuators. Microelectron. Eng. 217, 111126 (2019).
Juodkazis, S. et al. Microstructuring of Silica and Polymethylmethacrylate Glasses by Femtosecond Irradiation for MEMS Applications (2002).
Hnatovsky, C. et al. Fabrication of microchannels in glass using focused femtosecond laser radiation and selective chemical etching. Appl. Phys. A 84, 47–61 (2006). 2006 84:1.
Wang, J., Niino, H. & Yabe, A. Micromachining of quartz crystal with excimer lasers by laser-induced backside wet etching. Appl Phys. A Mater. Sci. Process 69, S271–S273 (1999).
Hermans, M., Gottmann, J. & Riedel, F. Selective, laser-induced etching of fused silica at high scan-speeds using KOH. J. Laser Micro Nanoeng. 9, 126–131 (2014).
Gottmann, J., Hermans, M., Repiev, N. & Ortmann, J. Selective laser-induced etching of 3D precision quartz glass components for microfluidic applications-up-scaling of complexity and speed. Micromachines 8, 110 (2017).
Anon Z-Cut Quartz Single Crystal for Research & Production (UniversityWafer, Inc). pp. 65–73.
Tan, D., Zhang, B. & Qiu, J. Ultrafast laser direct writing in glass: thermal accumulation engineering and applications. Laser Photon Rev. 15, 2000455 (2021).
Chambonneau, M. et al. In-volume laser direct writing of silicon—challenges and opportunities. Laser Photon. Rev. 15, 239–250 (2021).
Ito, Y. et al. Ultrafast and precision processing of glass by selective absorption of fiber-laser pulse into femtosecond-laser-induced filament. 30, 227-236 (2020).
Anon Ultrashort pulse laser - Tangerine - Amplitude. pp. 99–102.
Gamaly, E. G., Rode, A. V., Luther-Davies, B. & Tikhonchuk, V. T. Ablation of solids by femtosecond lasers: ablation mechanism and ablation thresholds for metals and dielectrics. Phys. Plasmas 9, 949–957 (2002).
Efimov, O. M. et al. Color-center generation in silicate glasses exposed to infrared femtosecond pulses. JOSA B 15, 193–199 (1998).
Schaffer, C. B. Interaction of femtosecond laser pulses with transparent materials (2001). p. 2000455.
Juodkazis, S., Rode, A. V., Gamaly, E. G., Matsuo, S. & Misawa, H. Recording and reading of three-dimensional optical memory in glasses. Appl. Phys. B 77, 361–368 (2003).
Gamaly, E. G., Rapp, L., Roppo, V., Juodkazis, S. & Rode, A. V. Generation of high energy density by fs-laser-induced confined microexplosion. N. J. Phys. 15, 025018 (2013).
Juodkazis, S., Misawa, H., Hashimoto, T., Gamaly, E. G. & Luther-Davies, B. Laser-induced microexplosion confined in a bulk of silica: Formation of nanovoids. Appl. Phys. Lett. 88, 201909 (2006).
Haessner, F. & Seitz, W. Laser-induced dislocation structures in copper single crystals. J. Mater. Sci. 6, 16–18 (1971).
Rink, K., Delacretaz, G. P. & Salathe, R.-P. in Laser Interaction with Hard and Soft Tissue (eds van Gemert, M. J. C., Steiner, R. W., Svaasand, L. O. & Albrecht, H.) Vol. 2077, 181–194 (SPIE, 1994).
Mann, G., Jurke, M., Zoheidi, M. & Krüger, J. Influence of mechanical stress on nanosecond laser-induced damage threshold of fused silica. Appl. Surf. Sci. 258, 9153–9156 (2012).
Ma, D. et al. Ultrafast dynamics of optical phonons in α-quartz launched by THz wave and femtosecond laser combined excitation source. in International Conference on Infrared, Millimeter, and Terahertz Waves, IRMMW-THz (2021).
Anon Crystallite Size and Strain. p. 025018.
Wang, J. et al. All-quartz high accuracy MEMS pressure sensor based on double-ended tuning fork resonator. Procedia Eng. 120, 857–860 (2015).
Mauc, C., Perrier, T., Levy, R., Moulin, J. & Kayser, P. Magnetometer based on a quartz MEMS resonator with two DETFs and a stack of magnetic materials. INERTIAL 2022 - 2022 9th IEEE International Symposium on Inertial Sensors and Systems, Proceedings (2022).
Bulgakova, N. M. et al. How to optimize ultrashort pulse laser interaction with glass surfaces in cutting regimes? Appl. Surf. Sci. 336, 364–374 (2015).
Bulgakov, A. V. & Bulgakova, N. M. Thermal model of pulsed laser ablation under the conditions of formation and heating of a radiation-absorbing plasma. Quantum Elec. 29, 433–437 (2007).
Bulgakova, N. M. et al. Impacts of ambient and ablation plasmas on short- and ultrashort-pulse laser processing of surfaces. Micromachines 5, 1344–1372 (2014).
Yoshino, F., Zhang, H. & Arai, A. Ultrashort pulse laser processing of transparent materials. J. Laser Micro. Nanoeng. 4, 212–217 (2009).
König, J., Nolte, S. & Tünnermann, A. Plasma evolution during metal ablation with ultrashort laser pulses. Opt. Express 13, 10597–10607 (2005).
Kessler, Y., Liberzon, A. & Krylov, S. On sampling rate limits in bistable microbeam sensors. J. Microelectromech. Syst. 30, 980–989 (2021).
American National Standards Institute. IEEE Standard on Piezoelectricity: An American National Standard ANSI/IEEE Std 176-1987 8–10 (IEEE, 1988).
Anon COMSOL Multiphysics®. pp. 980–989.
Meirovitch, L. Fundamentals of Vibrations (2010).
Hedlund, C., Lindberg, U., Bucht, U. & Soderkvist, J. Anisotropic etching of Z-cut quartz. J. Micromech. Microeng. 3, 65–73 (1993).
Liang, J., Kohsaka, F., Matsuo, T. & Ueda, T. Wet etched high aspect ratio microstructures on quartz for MEMS applications. IEEJ Trans. Sens. Micromachines 127, 337–342 (2007).
Pecholt, B., Vendan, M., Dong, Y. & Molian, P. Ultrafast laser micromachining of 3C-SiC thin films for MEMS device fabrication. Int. J. Adv. Manuf. Technol. 39, 239–250 (2007).
Sun, M. et al. Damage morphology and mechanism in ablation cutting of thin glass sheets with picosecond pulsed lasers. Opt. Laser Technol. 80, 227–236 (2016).
Matsuo, S., Tabuchi, Y., Okada, T., Juodkazis, S. & Misawa, H. Femtosecond laser assisted etching of quartz: microstructuring from inside. Appl. Phys. A 84, 99–102 (2006).
Clower, W., Kaajakari, V. & Wilson, C. G. Laser-assisted wet etching of quartz crystal resonators. J. Microelectromech. Syst. 27, 22–24 (2018).
Acknowledgements
The authors thank S. Lulinski and O. Halevy for their assistance with FE modeling.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this license, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Linden, J., Melech, N., Sakaev, I. et al. Femtosecond laser-assisted fabrication of piezoelectrically actuated crystalline quartz-based MEMS resonators. Microsyst Nanoeng 9, 38 (2023). https://doi.org/10.1038/s41378-023-00511-5
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41378-023-00511-5
