
Abstract
In this study a model by novel analytical approach is developed and experimentally verified for shot peening residual stress distribution. The residual stress field induced by single shot impact is calculated by using Glinka–Molski energy-based method and kinematic hardening model. The formulation of the compressive residual stress (CRS) distribution is often based on plane strain or plane stress. It can be determined from the derived relation presented in this paper, the final residual stress in the full coverage conditions is the average of the two strain and stress plane expressions proposed by previous researchers. The distribution of residual stress is one of the key differences between the profiles produced by the results of the current model. There is a significant distinction between surface residual stress and maximum CRS, because the CRS profile near the surface is more curved compared to profiles obtained in earlier analytical models. The experimental data obtained by XRD analysis indicate the correctness and precision of the current model. Another goal of this study is to increase the fatigue life of GTD-450 stainless steel by shot peening at two different peening intensities. The fatigue life of samples were obtained by rotary bending test. Analytical results that confirmed by experimental findings shown bigger maximum compressive residual stresses occurred in higher shot peening intensities. This incident can improved fatigue life by deeper plastically deformed layer.
Similar content being viewed by others

Introduction
Shot peening is a process that is widely used in the final production stages of parts in the automotive, aerospace and energy industries to improve the fatigue life. In this process, by throwing large number of shots at a high speed, CRS is created at a small depth from the surface of the parts.
Many researchers investigated the impact of the shot peening technique on fatigue life by creating CRS1,2,3,4,5. Numerous numerical and experimental investigations are conducted to determine the impact of shot peening factors such as velocity of shots6,7,8,9, shot diameter8,10,11,12, peening intensity6,7,8,10,13,14,15, and shot peening coverage7,12,13,16,17,18 on the CRS.
Residual stress of shot peening was first formulated by Al-Hasani19 and Al-Obeid20 using the Stress Source Method and the Spherical Cavity Model. Guechichi21 presented an analytical model for predicting the residual stress of shot peening based on the Hertz contact theory and the elastic–plastic calculation method of Zarka et al.22,23. The effect of material description behavior models on shot peening residual stress distribution was studied by Khabou et al.24. Residual stress and inelastic strain field due to cyclic loading were developed using the Zarka and Casier method25 and Inglebert et al.26. Li et al27 presented a simple technique for estimating the residual stress of shot peening by use of Hertzian contact theory and Ilyushin28 elastic–plastic theory. Shen and Atluri29 added shot velocity to Li’s model and used the analytical equation to determine the radius of the indent generated by the shot collision. Adding dynamic effects to Hertz contact pressure and utilizing the Ramberg–Osgood and Ludwick models as the material’s plastic behavior model allowed Franchim30 to develop the Li and Shen—Atluri model. Sherafatnia et al.31 improved the analytical equations by introducing an analytical method which uses plasticity equations based on cyclic loading and incorporating the influence of friction. In this research, nonlinear kinematic hardening and Bauschinger coefficient are used in elastic–plastic analysis. In another research Sherafatnia et al.32 investigated the effect of primary surface treatment including rough grinding and welding on the residual stress distribution of shot peening. Xudong et al.33 suggested a method for calculating the peening stresses with general peening coverage by combining analytical modeling and finite element simulation. Miao et al.34 analytically related the shot peening parameters and CRS to arc height in Almen strip.
In analytical methods carried out so far, the equivalent plastic strain is obtained based on the ratio of the indent diameter created in fully plastic condition to the indent diameter in the elastic state. The indent created by the shot on the target material is located on the surface of the part and cannot be a suitable measure for the ratio of equivalent plastic strain to equivalent elastic strain at greater depths. Also, the size of the indent diameter is more related to the strain located in plane directions than to the amount of equivalent strain. Hence, instead of using the indent diameter ratio in elastic- plastic conditions, the method used in this work employs the strain energy in elastic and plastic conditions at different depths. The goals of this work were to establish an equation for analytically evaluating residual stress distribution and also improve the fatigue life of GTD-450 stainless steel. Fatigue rotary bending test after shot peening samples was performed for two conditions.
Analytical modelling of shot peening residual stress
In this section our own investigations on samples and experimental results from prior studies are used to confirm the conclusions of the analytical model for shot peening residual stresses that has been proposed.
Fundamental equations for elastic loading
In this paper, a simplified analytical approach is used to estimate the shot peening residual stresses based on the method proposed by Shen and Atluri29. Since the target body is assumed to be a semi-infinite body with uniform loading, the distribution of residual stress and plastic strain in depth is considered to be similar throughout the target surface. The loading and unloading forces due to shot impacts in shot peening process are calculated based on the Hertz contact theory. Due to the high hardness of the shot material, the shots are assumed to be elastic. Also, due to the small diameter of the shots compared to the thickness of the target body, the target is assumed to be a semi-infinite body. The elastic pressure distribution between spherical shot and target body is shown in Fig. 1 and can be expressed as Eq. (1)35:
where \({p}_{0}\) is the maximum pressure in the center of contact area and \(\overline{r }\) is the dimensionless parameter of r which is obtained by dividing the radius r by the elastic contact radius \({a}_{e}\).

Schematic of the distribution of normal pressure in the contact area induced by single shot impact.
According to the Hertzian contact theory and by performing a series of mathematical calculations in the elastic region34, the radius of the elastic contact area \({a}_{e}\) is expressed as:
where \({\rho }_{s}\), D, V, \(\varphi\) and k are the density of shot, shot diameter, shot velocity, angle of impingement and an efficiency coefficient, respectively. The efficiency coefficient considers the elastic and thermal dissipation during shot impingement with the constant value of 0.8 according to Johnson35. Also \({E}_{eq}\) is an equivalent elastic modulus and expressed as Eq. (3):
\({E}_{b}\) and \({\upsilon }_{b}\) are the Young’s modulus and the Poisson’s ratio of the semi-infinite body material,
respectively, and \({E}_{s}\) and \({\upsilon }_{s}\) are the Young’s modulus and the Poisson’s ratio of the shot material, respectively.
Following Hertz theory, the elastic stress components in the target body under the center of contact area can be calculated as Eq. (4):
where A and B are defined as in Eq. (5):
where \({\sigma }_{x}^{e}\), \({\sigma }_{y}^{e}\) and \({\sigma }_{z}^{e}\) are the principal elastic stresses of the target body and \(\overline{z }\) is the dimensionless parameter of the depth in the target component. Similar to \(\overline{r }\), \(\overline{z }\) has been dimensionless as \(\overline{z }=\frac{z}{{a}_{e}}\).
The equivalent stress \({\sigma }_{eq}^{e}\) can be obtained from the principal stresses using von Mises criteria as Eq. (6):
The principal strains and the equivalent strain \({\varepsilon }_{eq}^{e}\) can be easily determined through Hooke’s law as presented in Eqs. (7) and (8), respectively.
Analytical calculations of the loading and unloading processes
One of the difficult theoretical problems in CRS determination induced by shot peening is the elastic–plastic calculations. In the elastic–plastic deformation stage, the equivalent stress in the target material is greater than the yield stress, \({\sigma }_{eq}^{e}>{\sigma }_{Y}\). It is very difficult and complicated to utilize the complex stress–strain relations in the plastic region. So, it is advisable to use simple analytical relations that estimate the results with good accuracy. In the present work, the residual stress field induced by single shot impact is calculated using Glinka–Molski energy-based method and kinematic hardening model. The kinematic hardening model suggested by Prager36 is used to model the elastic–plastic behavior of target material. In the Prager model, the back stress is assumed to depend on the plastic strain according to Eq. (9).
where \({\alpha }_{ij}\) represents the back stress components which specify the coordinates of the center of the plastic yield surface. In Eq. (9), c is the material parameter and can be defined as in Eq. (10)37:
where \({E}_{p}\) is the hardening modulus which describes the slope of the stress versus strain curve after the point of yield material.
The relationship between stresses and the increment of plastic strains in the plastic zone can be derived from the flow rule as given in Eq. (11):
where f is the yield function and dλ is a non-negative scalar that can be obtained from the consistency condition at yield, \(df=0\).
Due to Eqi-biaxial stress states, the stresses and strains induced by shot peening in plane directions are considered to be equal. The deviatoric stresses and plastic strains are obtained from the plastic incompressibility condition in Eqs. (12) and (13), respectively.
Using Eq. (13), the equivalent plastic strain, \({\varepsilon }_{eq}^{p}\), can be obtained as Eq. (14):
The Von Mises yield function f is related to the second invariant of the elastic–plastic deviatoric stress, \({J}_{2}\), as \(f={J}_{2}+\frac{1}{3}{\sigma }_{Y}\), where \({\sigma }_{Y}\) is the yield stress of the target material and \({J}_{2}\), is calculated as in Eq. (15) by utilizing Eq. (12) as follows:
where \({\varvec{S}}\) and \(\boldsymbol{\alpha }\) represent deviatoric stress and back stress tensors, respectively.
From Eqs. (9), (10) and (15), the deviatoric plane stresses under Eqi-biaxial condition can be derived as in Eq. (16):
The plastic strain at any depth z can be obtained from the equivalent elastic stress and strain by utilizing Glinka–Molski Equation. In Glinka–Molski’s Equation, the plastic strain energy is estimated as equal to the strain energy from pseudo-elastic stresses as written in Eq. (17).
By substituting Eqs. (12), (14) and (16) into Eq. (17) and determining Von Mises Equivalent stress after yielding from Eqs. (6) and (17) can be rewritten as Eq. (18):
By integrating Eq. (18) and using Eqs. (8) and (19) is obtained:
It should be noted that the subscript “l” in \({\varepsilon }_{xl}^{p}\) refers to the loading process of shot impact. The plastic strain in the x direction after loading process of shot impact can be determined from Eq. (19) as Eq. (20):
By substituting Eq. (20) in Eq. (16), the components of deviatoric stress are derived as in Eq. (21).
Assuming that the amount of deformation is small, on rebound the shot from surface, the stresses of the target material inside the yield surface are relaxed elastically. Since the kinematic hardening model is utilized to model the material behavior, when \({\sigma }_{eq}^{e}>2{\sigma }_{Y}\) the stress components after unloading elastically with a value of \(2{\sigma }_{Y}\), reach the yield surface and then reverse yielding occurs. According to kinematic hardening model, first a stress of \(2{\sigma }_{Y}\) is elastically unloaded then reversed yielding takes place. Therefore, the residual stress of impacting single shot to the target surface is expressed as in Eq. (22):
where \({S}_{xu}\) is the deviatoric stress in x direction after reserve yielding occurred. The subscript “u” refers to the unloading process of shot impact. Stress component of \({S}_{xu}\) is calculated at depths below the surface that satisfy the relation, \({\sigma }_{eq}^{e}(z)>{2\sigma }_{Y}\) Eq. (23).
where \(\left({S}_{xl}-{\frac{2}{3}\sigma }_{Y}\right)\) represents the value of reserve yield stress and \({\varepsilon }_{xu}^{p}\) is the amount of plastic strain in unloading process of shot rebound. The value of plastic strain after reverse yielding, \({\varepsilon }_{xu}^{p}\), can be calculated using Glinka-Molski Equation. By substituting Eqs. (12), (14) and (23) into Eq. (22), the following integration is obtained as Eq. (24):
By integrating the right hand side of Eq. (24), expression (25) is achieved.
The plastic strain in the x direction after unloading process of shot impact can be obtained from Eq. (25) as in Eq. (26):
Calculating residual stresses at full coverage
Full coverage peening with minimum coverage of 98% causes uniform and continuous deformation field in surface layers of the target body. Surface of the target remains flat and deformation occurs only in z direction acting to compress the surface. So, the strain components in directions of x and y can be considered almost zero. Also, from the equations of equilibrium and Eqi-biaxial state of residual stresses it can be concluded that the components of stress and strain are independent of x and y. Hence, at full coverage condition we have the following relations (Eq. 27):
The residual stresses for single shot which are derived in Eq. (22) should be modified to conform to conditions of 100% shot peening coverage expressed in Eq. (27). Reaching the stress field expressed in Eq. (32) leads to create elastic strains. The general relation between stresses and strains in elastic condition is written as follows (Eq. 28):
By substituting stresses at full shot peening coverage from Eq. (27) into Eq. (28), the elastic strain related to the final residual stresses can be derived Eq. (29):
The plastic strain in x direction after impacting single shot is calculated as in Eq. (30). The mentioned plastic strain along with the elastic strain due to residual stresses \({\varepsilon }_{{\sigma }^{R}}\) should be relaxed to satisfy the last term of Eq. (27) as shown in Eq. (30):
It should be noted that superscript “s” refers to the results for impacting a single shot. The total strain which must be relaxed to conform to condition \({{\varepsilon }_{x}^{R}=\varepsilon }_{y}^{R}=0\) is expressed as follows Eq. (31):
According to conditions of full coverage expressed in Eq. (27), the stress component obtained in z direction after impacting single shot, \({\sigma }_{z}^{s}\), along with the residual strains in x and y direction defined in Eq. (31), should be released. Hence, the relaxed stress in x and y directions due to releasing \({\varepsilon }^{rel}\) and \({\sigma }_{z}^{s}\) can be calculated by using Hooke’s law as shown in Eq. (32):
The final residual stress in accordance with the full coverage conditions can be obtained by subtracting the relaxed stress calculated in Eq. (32) from the residual stress of single shot impact as expressed in the Eq. (33):
From Eqs. (12) and (22), the stresses induced by single shot in x and z direction are related as Eq. (34):
By substituting Eqs. (29) and (30) into Eq. (31), and Eqs. (31) and (34) into Eq. (32) and finally Eq. (32) into Eq. (33), the compressive residual stress distribution corresponding to full peening coverage is determined as Eq. (35):
The right hand side of Eq. (35) consists of two separated parts. These are related to residual stress and residual strain induced by single shot respectively. Among analytical works related to shot peening residual stress, some researches such as Li et al.27, Franchim et al.30, Shen and Atluri29, Miao et al.34 and Sherafatnia et al.31,32 estimate the final residual stress of shot peening by utilizing the first part of Eq. (35) and some others such as Guechichi et al.38,39 and Bhuvaraghan et al.40 use the second part. In this work, a more comprehensive relationship for determining distribution of shot peening residual stresses which is in accordance with the full coverage conditions, is proposed. It can be deduced from the derived relation presented in Eq. (35) where the final residual stress is the average of the two expressions proposed by previous researchers.
As mentioned in the Bhuvaraghan’s work40, the parameter \({\varepsilon }^{s}\) is the average of the plastic strain component in x direction at the target body which must be released. Calculating the average value of the plastic strain requires knowing the value of the plastic strain at any radius distance from the center of shot dent. It is difficult to express the plastic strain distribution through closed-form solution. To solve this problem, the ratio of the mean value, to the maximum value of plastic strain is calculated and is assumed to be valid for any depths. In order to determine this ratio, the mean value of plastic strain which is calculated from the energy based method is used. From the perspective of continuum mechanics, there is a point called the mean point (M) in the plastic region, which indicates the average strain energy density of this zone. The strain energy density of this point can be obtained as Eq. (36). For the sake of simplicity and because of the small amount of elastic strain compared to plastic strain, \({\varepsilon }^{s}\) is calculated for the rigid perfectly plastic material.
where \({\varepsilon }_{M}^{p}\) is the mean value of plastic strain in the plastic zone. The work of the contact force is spent on the strain energy of plastic region of the target body. The external work can be determined from load-depth integration as in Eq. (37):
As mentioned in reference41, In an elastic–plastic material, the stress field caused by the indentation can be assumed as a pressurized spherical cavity. As the indenter sinks, the cavity expands. When the contact pressure reaches 3 \({\sigma }_{Y}\), the rigid plastic condition is established. Ignoring the initial pressure variations during the indentation and assuming it constant, the expression (37) will become as Eq. (38):
where \({a}_{p}\) is the radius of shot dent on target surface. The relation between \({a}_{p}\) and \(\delta\) can be found using geometrical relationship of the indentation of a plastic target, as depicted in Fig. 2. With the assumption that \(D\gg \delta\), the relationship between \({a}_{p}\) and \(\delta\) can be derived as34:

Schematic of the indentation of a perfectly plastic half space by a rigid shot.
The external work can be determined by substituting Eq. (39) into Eq. (38) and integrating its right-hand side as shown in Eq. (40):
The mean value of plastic strain is derived by evaluating the external work as equal to the strain energy of plastic region of the target body as in Eq. (41)42:
where \({V}_{p}\) is the volume of the plastic zone and is obtained as in Eq. (42)42:
In Eq. (42), \({r}_{p}\) is the radius of plastic zone created by shot impact. Utilizing the Spherical Cavity Solution, plastic zone radius in the spherical indentations is calculated as Eq. (43)43:
The value of maximum dent radius, \({a}_{p}\), is calculated by Miao et al.34 for the case of an impact with incidence angle \(\varphi\) as in (Eq. 44):
By substituting Eqs. (36), (40), (42), (43) and (44) into Eq. (41), the mean value of plastic strain can be obtained as in Eq. (45):
The maximum value of the Mises Equivalent Stress, \({\sigma }_{eq}^{e}\), defined in Eq. (6) is located at the depth of \(z=0.48{a}_{e}\). It can be deduced that the highest plastic strain value is found in the same depth below the surface. The ratio of the average of plastic strain in the plastic zone to its maximum value, \(\Psi\), can be determined as Eq. (46):
Using the \(\Psi\) ratio, the average of plastic strain, \({\varepsilon }^{s}\), at any depth can be obtained as \({\varepsilon }^{s}=\Psi {\varepsilon }_{x}^{p}\) Eq. (47). Plastic strain \({\varepsilon }_{x}^{p}\) is the maximum plastic strain in each depth exactly beneath the center of shot contact surface and it can be calculated by using Eqs. (20) and (26) considering whether the reverse yielding occurs or not.
Materials and methods
The material utilized in this research is GTD-450 stainless steel. Table 1 provides a summary of its chemical composition.
The tensile test specimens are made based on ASTM E8M and as shown in Fig. 3.

Tensile test specimen.
The mechanical properties of the material used are assessed by Instron machine for specimens. Tensile test has been used to obtain the properties of the material and use it in the analytical model. Figure 4. displays stress–strain curve where their mechanical characteristics are as follows:

Engineering stress–strain curve of GTD-450 stainless steel.
\(E_{b} = 195\;{\text{GPa}}\), \(\upsilon_{b} = 0.3\), \(\sigma_{Y} = 1043 \;{\text{MPa }}\sigma_{UTS} = 1101 \;{\text{MPa}}\) and \(c=1\) GPa of and 12.67% elongation at break.
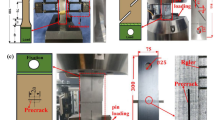
The thermal process of these steels includes heating for dissolution, cooling to ambient temperature and aging. For GTD-450 stainless steel, dissolution operations up to 1020 c° and then aging at a temperature between 630 and 640 °C for 10 h. It causes the formation of copper, nickel and chrome deposits to achieve the desired properties. Figure 5 displays the samples which are machined for shot peening in the form of 40 × 40 × 15 mm rectangular. The shot peening are performed by using standard steel shot (S170) with Almen intensity of 0.19 mm A and 0.22 mm A and 100% coverage to ensure that the surface of the samples are thoroughly shot-peened.

Pictures of (a) As-Received sample (AR), (b) shot peened sample (1.5 bar peening pressure), (c) shot peened sample (3 bar peening pressure).
In order to study the shot peening effects in different depth electro polishing is used. For this purpose a 20% perchloric acid with 80% ethanol solution and a voltage of 25–30 v DC and a current of 0.5–1 A/\({\text{cm}}^{2}\) is used. The temperature of the solution is kept less than 10 °C at all times. To obtain the residual stress profiles etching takes place in intervals of approximately 25 μm.
Residual stresses are measured by using Cr K \(\alpha\) radiation and X-ray diffraction on the (211) interference line of GTD-450 steel. The detected interference peaks are analyzed using the \(\text{sin}2\Psi\) method and Ψ in the range of—\(45^\circ\) to + \(45^\circ\). No stress correction was applied after electropolishing removal.
To investigate the effects of various shot peening parameters on the fatigue behavior, three batches with three specimens each, are prepared to undergo a rotational bending fatigue life test with a frequency of 30HZ. The geometry of samples is shown in Fig. 6.

Geometry of the specimens utilized in the rotary bending fatigue test.
Experimental verification of the analytical model
To validate the model developed in this work, scholarly research on experimental findings as well as those obtained in this study are used.
Validation of the model with experimental results
The residual stress profile measured by Holzapfel et al.44, Guagliano45 and Maleki et al.46 for shot peened quenched AISI 4140, SAE 1070 and AISI 1060 are determined using the analytical models developed in the present work. The material properties of AISI 4140 was reported as \(E_{b} = 210\; {\text{GPa}}\), \(\upsilon_{b} = 0.28\), \(\sigma_{Y} = 1250 \;{\text{MPa}}\) and \(c = 3.5 \;{\text{GPa}}\)44. These specimens are shot peened by S170 shots with the median diameter of 0.43 mm and Almen intensity of 0.3 mm A (type A). Since the shot velocity is not reported by Holzapfel et al.44, it is calculated from experimental data of Ref.47 which relates the shot size and velocity to the Almen intensity. Using S170 steel shots and Almen intensity of 0.3 mm (strip type A) resulted in a shot velocity of 53 m/s.
Another experimental results used is provided by Guagliano45. Shot peened specimen is made of SAE 1070 steel with \(E_{b} = 200 \;{\text{GPa}}\), \(\upsilon_{b} = 0.3\), \(\sigma_{Y} = 1120 \;{\text{MPa}}\) and \(c = 1.8 \;{\text{GPa}}\) with steel shots of 0.3 mm diameter and Almen intensity of 0.3 mm A. In the same manner, the velocity of shots is determined as 78 m/s. The material properties of steel shots in analytical calculations are considered as \(E_{s} = 210\; {\text{GPa}}\), \(\upsilon_{s} = 0.31\) and \(\rho_{s} = 7800\; {\text{kg}}/{\text{m}}^{3}\).
The third one used for verifying the presented analytical model is the measured residual stresses from Maleki et al.46 work. Mechanical properties of the AISI 1060 high steel carbon as a target material and also shot peening parameters were presented as \(E_{b} = 205\; {\text{GPa}}\), \(\upsilon_{b} = 0.29\), \(\sigma_{Y} = 480 \;{\text{MPa}}\), \(\varphi = 90^\circ\), standard steel shots S280 with diameter of 0.7 mm and peening intensity of 0.017 in A. using Ref.47, the velocity of shots is calculated as 40 m/s.
A comparison of the compressive residual stress profiles from the published experimental results and those calculated from the formulas developed in the present work is shown in Fig. 7. In Fig. 7a–c, the residual stress distribution along the depth of shot peened AISI 4140 and SAE 1070 and AISI 1060 with aforementioned shot peening parameters is shown, respectively. As shown in three figures, the obtained CRS values of the surface and deeper points are in good agreement with the experiment data found in44,45,46. Although in three comparisons, the value of the maximum CRS is calculated more than the experiment’s one. The high values of the residual stress in maximum CRS depth in analytical calculations might be one of the reasons for the observed difference. So it can be said that the analytical model predicts CRS values of near surface more accurate than the CRS values at depths.

Experimental results of the present work
In order to further verify the analytical work, some experiments are carried out with GTD-450 stainless steel in the present study. Figure 8 shows the residual stress profile calculated for this material. The material and shot peeing parameters of specimens are given in "Materials and methods" section. As mentioned earlier, the residual stresses are measured at surface and depths of 25, 50, 75, 100 and 125 μm. The comparison of the analytical results and the measured data are shown in Fig. 8a and b for peening pressure of 1.5 and 3 bar, respectively. According to Ref.47, the velocity of shots in analytical model are calculated as 28 and 35 m/s for S170 steel shots and peening intensity of 0.19 and 0.22 mm A, respectively. The difference between analytical and experimental CRS results for 1.5 and 3 bars are 2.5%, 3.9%, at the surface, 11.8%, 12.3% at depth of 25 μm and 12.3%, 8.6%, at depth of 50 μm and also 13.5%, 21% at depth of 75 μm. As it can be seen, there are good agreements between analytical and experimental results in estimation of CRS induced by shot peening.

Experimental measurement and analytical prediction of CRS obtained on GTD-450 stainless steel with S170 shots and peening pressure of (a) 1.5 bar, (b) 3 bar.
Results and discussion
The CRS analytical calculation model used in this article has major differences compared with the analytical models used in previous works. First, stress and strain calculations are based on energy method to determine the distribution of residual stress and the plastic strain is obtained through strain energy using Glinka–Molski Equation. Whereas, in previous models, the ratio of indent size caused by collision in plastic and elastic state was used to calculate the plastic strains. The second difference is related to the conditions of full coverage and calculations after the collision of other shots. In previous analytical models, only the effect of released stress is considered to establish stress equilibrium equations. However in the present model, the effect of plastic strain as well as stress are considered. In this manner, the Pressurized Spherical Cavity Model is used for stresses enclosed below the surface of the collision and the mean released plastic strain at any depth is calculated. The third difference is related to the equation of residual stress and stress and strain components (Eq. 35). This equation (Eq. 35) is either based on stress or strain, but in this study, a new equation is developed in which the combined effects of stress and strain is considered as shown in "Calculating residual stresses at full coverage" section.
The distribution of residual stress is one of the key distinctions between the profiles produced by the results of the current model and those of the previous models. For the settings mentioned in "Materials and methods" section and for a pressure of 1.5 bar, the residual stress distribution obtained from the model of the present work is compared with the analytical findings of Shen and Atluri29 and Guechichi et al.38 in Fig. 9.

Comparison of analytical results of the current model with the results of previous analytical models and experimental data for the distribution of residual stress of stainless steel GTD-450.
The analytical model by Shen and Atluri calculates the residual stress using the stress component and the first part of the Eq. (35), whereas the analytical model by Guechichi et al.38 calculates residual stress using the strain component and the second part of the Eq. (35). Figure 9 illustrates how the method developed in this work has a substantially larger curvature of residual stress profiles at near-surface depths than these methods. The experimental data obtained by XRD analysis indicate the correctness and precision of the current model. In other comparison, the result of the current analytical model are assessed and compared to the analytical results of Shen and Atluri29 and Guechichi et al.38 and experimental results29 in Fig. 10. Material specifications required for Ti–6Al–4V are \({E}_{b}=114\) GPa, \({\sigma }_{Y}=931\) MPa, \({\upsilon }_{b}=0.33\) and \(c=0.9\) GPa. It can be said that apart from the surface, the developed model estimates the CRS in various depths with comparatively good accuracy.

Comparison of analytical results of current model with previous analytical models and experimental data for residual stress distribution of Ti–6Al–4V Alpha–Beta.
As it can be seen the slope of the residual stress profile near the surface is low in all analytical works in which the plastic strain effect in the collision of shots is disregarded.
Bhuvaraghan et al. Ref.40 calculated the plastic strain by using finite element model. Similar to the analytical approach described in the present study, the slope of the residual stress profiles close to the surface area are large.
Isotropic hardening is employed in analytical models based on the Li et al.27 method. According to li et al. method27 when kinematic hardening is employed, the amount of CRS is constant at depths close to the surface and before reverse yielding occurs. The ability to employ either kinematic or isotropic hardening models is one of the advantages of the present analytical model. In Fig. 11, the distribution of residual stress for material properties and shot peening conditions from "Materials and methods" section (3 bar mode) is compared with the findings from Li et al.27 as well as in situations where kinematic hardening is utilized. It can be observed that models based on the Li et al.27 method do not have the necessary efficiency to estimate the stress distribution of materials in the plastic area is close to the kinematic hardening.

Compressive residual stress profile in GTD-450 stainless steel sample obtained from the current model compared to the outcomes of li et al. analytical model27 for isotropic and kinematic hardening.
In order to study the fatigue life in the present work, cylindrical samples under the oscillating load of 760 MPa for raw and shot peening specimens under the pressure of 1.5 bar and 3 bar are prepared to determine the impact of CRS distribution on the fatigue life of GTD-450 stainless steel. The conditions for material specifications, and shot peening of samples are discussed in "Materials and methods" section. The experiment findings indicate that the fatigue life is 91,283 cycles for raw samples, 710,825 cycles for shot peened samples with S170 steel shots under 1.5 bar of peening pressure and 800,635 cycles under 3 bar of peening pressure. Out comes showed a fatigue life increase of 7.8 to 8.8 times compared to the raw samples. It can be seen that with higher shot peening intensity (0.22 mm A), the average fatigue life of specimen is 13% longer than that with lower shot peening intensity (0.19 mm A). This is because under conditions of increased shot peening intensity, there are bigger maximum residual stresses and a deeper plastically deformed layer.
Conclusions
This study provides an analytical equation to estimate the CRS distribution based on Hertz contact theory and Shen and Atluri model29. This model uses strain energy and the Glinka-Molski Equation for elastic–plastic calculations. Also, under full coverage condition, the effect of released plastic stress and strain is considered. The results of the presented analytical method compared with the experimental results in the references and experiments conducted in this work show the accuracy of the model. The findings of this study can be listed as follows:
-
(1)
In previous analytical models, the final residual stress distribution is formulated based on plane stress or plane strain. This paper develops a new equation based on an average of two equations obtained in previous analytical research.
-
(2)
Average released plastic strain at any depth after collision of other shots and under full coverage condition is obtained analytically using Pressurized Spherical Cavity model for stresses enclosed under the surface. Analytical calculation eliminates the need for numerical calculations to determine the plastic strain under the collision shots surface.
-
(3)
The CRS-depth profile close to the surface in the present method has more curvature than previous analytical models, which creates a noticeable difference between surface residual stress and maximum CRS.
-
(4)
The data obtained from experiments are used to investigate the CRS and fatigue life of the GTD-450 samples. Shot peening with S170 steel shots and peening intensity of 0.19 mm A and 0.22 mm A created CRS of 375 MPa and 440 MPa at the surface and 522 MPa and 566 MPa at a depth of 25 μm and 465 MPa and 510 MPa at a depth of 50 μm and also 414 MPa and 462 MPa at a depth of 75 μm. Compared to the raw samples, the fatigue life is increased at 7.8 and 8.8 times, respectively.
Data availability
The datasets used and/or analyzed during the current study available from the corresponding author on reasonable request.
Abbreviations
- \({p}_{0}\) :
-
Maximum pressure of Hertzian contact
- r:
-
Radius from center of contact area
- \(\overline{r }\) :
-
Dimensionless parameter of radius
- \({a}_{p}\) :
-
Plastic radius of shot dent
- \({a}_{e}\) :
-
Elastic radius of shot dent
- z :
-
Depth variable
- D:
-
Shot diameter
- \({E}_{b}\) :
-
Young’s modulus of target body
- \({\upsilon }_{b}\) :
-
Poisson’s ratio of target body
- \({E}_{s}\) :
-
Young’s modulus ratio of the shot material
- \({\upsilon }_{s}\) :
-
Poisson’s ratio of the shot material
- \(\varphi\) :
-
Angle of impingement
- \({\rho }_{s}\) :
-
Mass density of shot
- V:
-
Shot velocity
- \({\delta }_{m}\) :
-
Maximum approach between the body and shot
- K:
-
Efficiency coefficient
- \({\sigma }_{x}^{e}\), \({\sigma }_{y}^{e}\), \({\sigma }_{z}^{e}\) :
-
Principal elastic stresses
- \({\sigma }_{eq}^{e}\) :
-
Equivalent stress
- \({\varepsilon }_{x}^{e}{\varepsilon }_{y }^{e},\,{\varepsilon }_{z}^{e}\) :
-
Principal elastic strains
- \({\varepsilon }_{eq}^{e}\) :
-
Equivalent strain
- \({\sigma }_{Y}\) :
-
Yield stress
- \({\alpha }_{ij}\) :
-
Back stress components
- \({\varepsilon }_{ij}^{p}\) :
-
Component of the plastic strain tensor
- \({E}_{p}\) :
-
Hardening modulus
- f:
-
Yield function
- dλ:
-
Non-negative scalar
- \({S}_{x}{S}_{y}{S}_{z}\) :
-
Deviatoric stresses
- \({\varepsilon }^{s}\) :
-
Average of the plastic strain component in x direction
- \({J}_{2}\) :
-
Second invariant of the elasto-plastic deviatoric stress
- l :
-
Loading process
- u :
-
Unloading process
- \({\sigma }^{rel}\) :
-
Relaxed stress
- \({\varepsilon }^{rel}\) :
-
Relaxed strain
- \({\sigma }^{R}\) :
-
Final residual stress
- M:
-
Mean point
- \({\varepsilon }_{M}^{p}\) :
-
Mean value of plastic strain
- \({W}^{t}\) :
-
External work
- \({V}_{p}\) :
-
Volume of the plastic zone
- \({r}_{p}\) :
-
Radius of plastic zone
References
AlSumait, A. et al. A comparison of the fatigue life of shot-peened 4340M steel with 100, 200, and 300% coverage. J. Mater. Eng. Perform. 28, 1780–1789 (2019).
Tian, R., Dong, J., Liu, Y., Wang, Q. & Luo, Y. Effect of shot peening on very high cycle fatigue of 2024–T351 aluminium alloy. Mater. Express 10, 1032–1039 (2020).
Maleki, E. et al. Introducing gradient severe shot peening as a novel mechanical surface treatment. Sci. Rep. 11, 1–13 (2021).
Li, B., Xue, H., Sun, Z., Qin, Z. & Zhang, H. Influence of surface coverage on the fatigue behavior of a shot peened AA7B50-T7751 alloy. Surf. Topogr. Metrol. Prop. 9, 035041 (2021).
Xia, B. et al. Improving the high-cycle fatigue life of a high-strength spring steel for automobiles by suitable shot peening and heat treatment. Int. J. Fatigue 161, 106891 (2022).
Miao, H., Demers, D., Larose, S., Perron, C. & Lévesque, M. Experimental study of shot peening and stress peen forming. J. Mater. Process. Technol. 210, 2089–2102 (2010).
Xie, L. et al. Numerical analysis and experimental validation on residual stress distribution of titanium matrix composite after shot peening treatment. Mech. Mater. 99, 2–8 (2016).
Guagliano, M. Relating Almen intensity to residual stresses induced by shot peening: A numerical approach. J. Mater. Process. Technol. 110, 277–286 (2001).
Mohamed, A.-M.O., Farhat, Z., Warkentin, A. & Gillis, J. Effect of a moving automated shot peening and peening parameters on surface integrity of Low carbon steel. J. Mater. Process. Technol. 277, 116399 (2020).
Farrahi, G., Lebrijn, J. & Couratin, D. Effect of shot peening on residual stress and fatigue life of a spring steel. Fatigue Fract. Eng. Mater. Struct. 18, 211–220 (1995).
Bao, L. et al. Surface characteristics and stress corrosion behavior of AA 7075–T6 aluminum alloys after different shot peening processes. Surf. Coat. Technol. 440, 128481 (2022).
Meng, L., Shan, Y., Khan, A. M., Jamil, M. & He, N. Holistic 3D simulations and experimental investigation of surface quality and residual stresses in shot peening. Int. J. Adv. Manuf. Technol. 121, 1027–1047 (2022).
Maleki, E., Unal, O. & Reza Kashyzadeh, K. Influences of shot peening parameters on mechanical properties and fatigue behavior of 316 L steel: Experimental, Taguchi method and response surface methodology. Metals Mater. Int. 27, 4418–4440 (2021).
Zhang, X. et al. Analysis of shot peening residual stress distribution based on dislocation configuration. Mater. Sci. Technol. 38, 1257–1265 (2022).
Suresh Kumar, S. & Mallesh, G. Influence of controlled shot peening on mechanical properties and compressive residual stress of Al6061-TiB2 composite. J. Inst. Eng. India Series C https://doi.org/10.1007/s40032-022-00823-x (2022).
Gangaraj, S., Guagliano, M. & Farrahi, G. An approach to relate shot peening finite element simulation to the actual coverage. Surf. Coat. Technol. 243, 39–45 (2014).
Qin, Z. et al. Effects of shot peening with different coverage on surface integrity and fatigue crack growth properties of 7B50-T7751 aluminum alloy. Eng. Fail. Anal. 133, 106010 (2021).
Yan, H. et al. Effect of shot peening on the surface properties and wear behavior of heavy-duty-axle gear steels. J. Market. Res. 17, 22–32 (2022).
Al-Hassani, S. Mechanical aspects of residual stress development in shot peening. Shot Peening 583 (1981).
Al-Obaid, Y. Shot peening mechanics: experimental and theoretical analysis. Mech. Mater. 19, 251–260 (1995).
Guechichi, H. Prévision des contraintes résiduelles dues au grenaillage de précontrainte, Ph. D. thesis, ENSAM, (1986).
Zarka, J. & Casier, J. Practical remarks about cyclic loadings on an elastic-plastic structure. Nucl. Eng. Des. 51, 69–80 (1978).
Zarka, J., Frelat, J., Inglebert, G. & Kasmai- Navidi, P. A new approach to inelastic analyses of structures. Int. J. Plast. https://doi.org/10.1016/0749-6419(91)90024-S (1990).
Khabou, M., Castex, L. & Inglebert, G. The effect of material behaviour law on the theoretical shot peening results. Eur. J. Mech. A Solids 9, 537–549 (1990).
Zarka, J. & Casier, J. Mechanics Today 93–198 (Elsevier, 1981).
Inglebert, G., Frelat, J. & Proix, J. Structures under cyclic loading. Arch. Mech. 37, 365–382 (1985).
Li, J., Mei, Y., Duo, W. & Renzhi, W. Mechanical approach to the residual stress field induced by shot peening. Mater. Sci. Eng., A 147, 167–173 (1991).
Ilyushin, A. (Russian, 1948).
Shen, S. & Atluri, S. An analytical model for shot-peening induced residual stresses. Comput. Mater. Contin. 4, 75–85 (2006).
Franchim, A. S., Campos, V. S. D., Travessa, D. N. & Neto, C. D. M. Analytical modelling for residual stresses produced by shot peening. Mater. Des. 30, 1556–1560 (1995).
Sherafatnia, K., Farrahi, G., Mahmoudi, A. & Ghasemi, A. Experimental measurement and analytical determination of shot peening residual stresses considering friction and real unloading behavior. Mater. Sci. Eng., A 657, 309–321 (2016).
Sherafatnia, K., Farrahi, G. H. & Mahmoudi, A. H. Effect of initial surface treatment on shot peening residual stress field: Analytical approach with experimental verification. Int. J. Mech. Sci. 137, 171–181 (2018).
Xiao, X. et al. An analytical model for predicting peening stresses with general peening coverage. J. Manuf. Process. 45, 242–254 (2019).
Miao, H., Larose, S., Perron, C. & Lévesque, M. An analytical approach to relate shot peening parameters to Almen intensity. Surf. Coat. Technol. 205, 2055–2066 (2010).
Johnson, K. L. & Johnson, K. L. Contact Mechanics (Cambridge University Press, 1987).
Prager, W. A new method of analyzing stresses and strains in work hardening plastic solids. J. Appl. Mech. 23, 795–810 (1956).
Khan, A. S. & Huang, S. Continuum Theory of Plasticity (Wiley, 1995).
Guechichi, H., Castex, L. & Benkhettab, M. An analytical model to relate shot peening Almen intensity to shot velocity. Mech. Based Design Struct. Mach. 41, 79–99. https://doi.org/10.1080/15397734.2012.703607 (2013).
Guechichi, H., Castex, L., Frelat, J. & Inglebert, G. in Proceedings of Tenth Conference on Shot Peening (CETIM-ITI). 23–34.
Bhuvaraghan, B., Srinivasan, S. M., Maffeo, B. & Prakash, O. Analytical solution for single and multiple impacts with strain-rate effects for shot peening. Comput. Model. Eng. Sci. 57, 137–158 (2010).
Al-Hassani, S. T. S. in Proceedings of the second International Conference on Shot Peening, ICSP-2. (ed H. O. Fuchs) 275–282.
Zhang, T., Wang, S. & Wang, W. An energy-based method for flow property determination from a single-cycle spherical indentation test (SIT). Int. J. Mech. Sci. 171, 105369. https://doi.org/10.1016/j.ijmecsci.2019.105369 (2020).
Chiang, S. S., Marshall, D. B. & Evans, A. G. The response of solids to elastic/plastic indentation. I. Stresses and residual stresses. J. Appl. Phys. 53, 298–311. https://doi.org/10.1063/1.329930 (1982).
Holzapfel, H., Wick, A., Schulze, V. & Vöhringer, O. Einfluß der Kugelstrahlparameter auf die Randschichteigenschaften von 42CrMo4. HTM J. Heat Treatm. Mater. 53, 155–163 (1998).
Guagliano, M. Relating Almen intensity to residual stresses induced by shot peening: A numerical approach. J. Mater. Process. Technol. 110, 277–286 (2001).
Maleki, E. et al. Effects of conventional and severe shot peening on residual stress and fatigue strength of steel AISI 1060 and residual stress relaxation due to fatigue loading: Experimental and numerical simulation. Metals Mater. Int. 27, 2575–2591 (2021).
Shotpeener company, Shot size and speed to achieve Almen intensity, http://www.shotpeener.com/learning/ref.php.
Author information
Authors and Affiliations
Contributions
A.P wrote manuscript text and prepared figures and tables.All authors reviewed the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License, which permits any non-commercial use, sharing, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if you modified the licensed material. You do not have permission under this licence to share adapted material derived from this article or parts of it. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by-nc-nd/4.0/.
About this article

Cite this article
Poozesh, A., Arezoo, B. An analytical model for predicting residual stress in shot peening with strain energy method. Sci Rep 14, 19826 (2024). https://doi.org/10.1038/s41598-024-65424-3
Received:
Accepted:
Published:
DOI: https://doi.org/10.1038/s41598-024-65424-3
Keywords
Comments
By submitting a comment you agree to abide by our Terms and Community Guidelines. If you find something abusive or that does not comply with our terms or guidelines please flag it as inappropriate.
